Основной каталог Kyocera 2016-2017 - страница 869
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 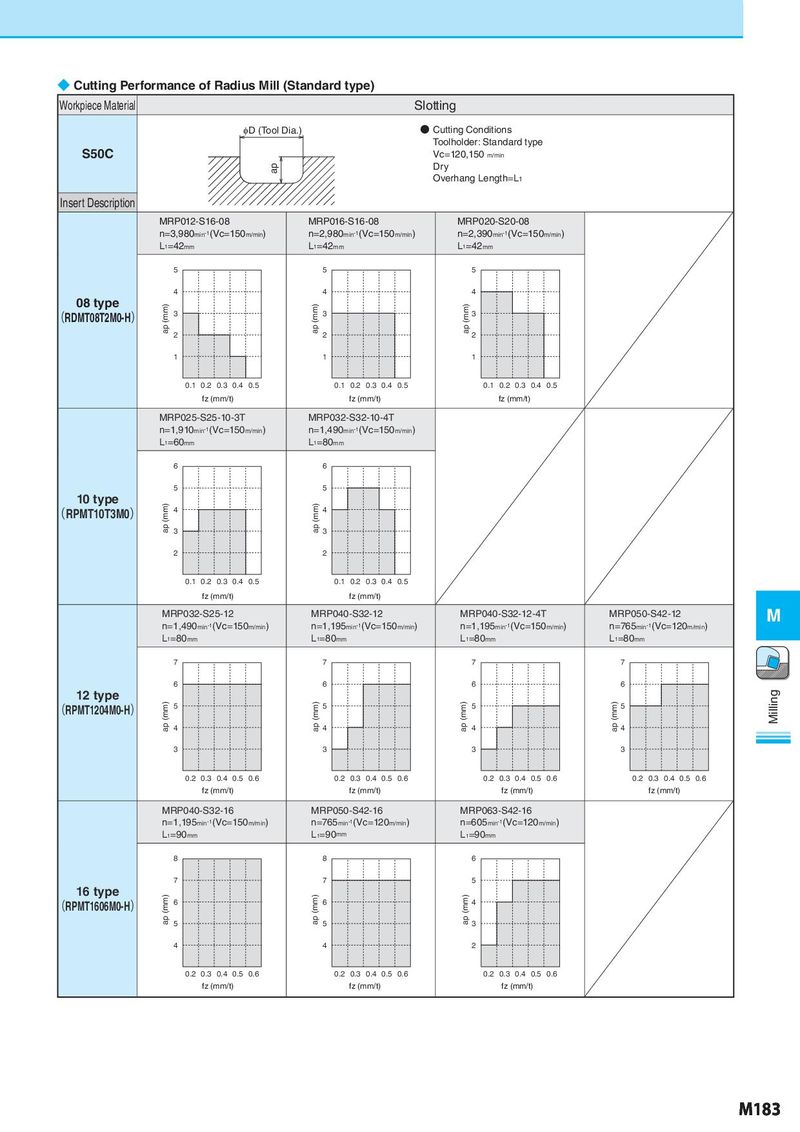
◆ Cutting Performance of Radius Mill (Standard type) Workpiece Material Slotting φD (Tool Dia.) ● Cutting Conditions Toolholder: Standard type S50C Vc=120,150 m/min ap Dry Overhang Length=L1 Insert Description MRP012-S16-08 MRP016-S16-08 MRP020-S20-08 n=3,980min-1(Vc=150m/min) n=2,980min-1(Vc=150m/min) n=2,390min-1(Vc=150m/min) L1=42mm L1=42mm L1=42mm 5 ap(mm) 5 ap(mm) 5 ap(mm) 4 4 4 08 type (mm) (mm) (mm) (RDMT08T2M0-H) 3 3 3 ap 2 ap 2 ap 2 1 1 1 0.1 0.2 0.3 0.4 0.5 0.1 0.2 0.3 0.4 0.5 0.1 0.2 0.3 0.4 0.5 fz (mfz(mm/t)m/t) fz (mfzm(/mt) m/t) fz (mfzm(/mt) m/t) MRP025-S25-10-3T MRP032-S32-10-4T n=1,910min-1(Vc=150m/min) n=1,490min-1(Vc=150m/min) L1=60mm L1=80mm 6 ap(mm) 6 ap(mm) 5 5 10 type (mm) (mm) (RPMT10T3M0) 4 4 ap 3 ap 3 2 2 0.1 0.2 0.3 0.4 0.5 0.1 0.2 0.3 0.4 0.5 fz (mfz(mm/t)m/t) fz (mfzm(/mt) m/t) MRP032-S25-12 MRP040-S32-12 MRP040-S32-12-4T MRP050-S42-12 M n=1,490min-1(Vc=150m/min) n=1,195min-1(Vc=150m/min) n=1,195min-1(Vc=150m/min) n=765min-1(Vc=120m/min) L1=80mm L1=80mm L1=80mm L1=80mm 7 ap(mm) 7 ap(mm) 7 ap(mm) 7 ap(mm) 6 6 6 6 12 type ap (mm) ap (mm) ap (mm) ap (mm) Milling (RPMT1204M0-H) 5 5 5 5 4 4 4 4 3 3 3 3 0.2 0.3 0.4 0.5 0.6 0.2 0.3 0.4 0.5 0.6 0.2 0.3 0.4 0.5 0.6 0.2 0.3 0.4 0.5 0.6 fz (fmz(mm/t)m/t) fz (mf zm(/mt) m/t) fz (fmz(mm/t)m/t) fz (mf z(mm/t)m/t) MRP040-S32-16 MRP050-S42-16 MRP063-S42-16 n=1,195min-1(Vc=150m/min) n=765min-1(Vc=120m/min) n=605min-1(Vc=120m/min) L1=90mm L1=90mm L1=90mm 8 ap(mm) 8 ap(mm) 6 ap(mm) 7 7 5 16 type ap (mm) ap (mm) ap (mm) (RPMT1606M0-H) 6 6 4 5 5 3 4 4 2 0.2 0.3 0.4 0.5 0.6 0.2 0.3 0.4 0.5 0.6 0.2 0.3 0.4 0.5 0.6 fz (fmz(mm/t)m/t) fz (mfzm(/mt) m/t) fz (fmz(mm/t)m/t) M183