Основной каталог Kyocera 2016-2017 - страница 859
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 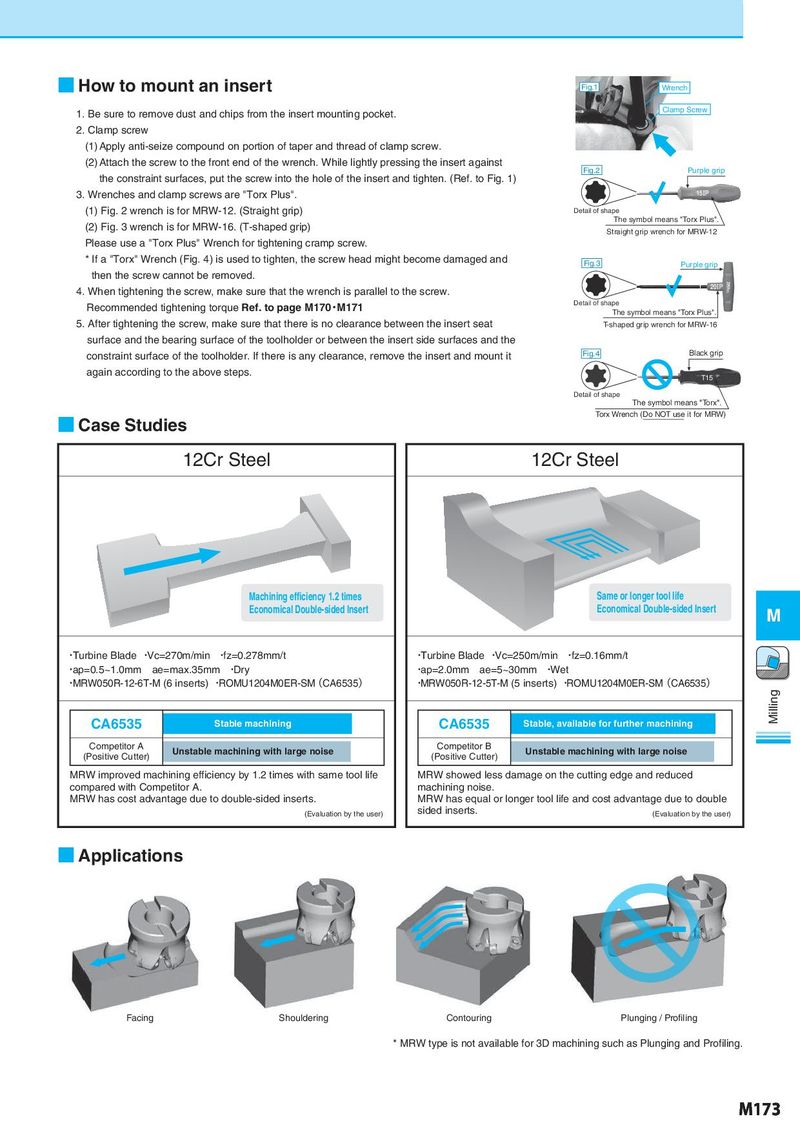
■ How to mount an insert Fig.1 Wrench 1. Be sure to remove dust and chips from the insert mounting pocket. Clamp Screw 2. Clamp screw (1) Apply anti-seize compound on portion of taper and thread of clamp screw. (2) Attach the screw to the front end of the wrench. While lightly pressing the insert against Fig.2 Purple grip the constraint surfaces, put the screw into the hole of the insert and tighten. (Ref. to Fig. 1) 3. Wrenches and clamp screws are "Torx Plus". (1) Fig. 2 wrench is for MRW-12. (Straight grip) Detail of shape (2) Fig. 3 wrench is for MRW-16. (T-shaped grip) The symbol means "Torx Plus". Straight grip wrench for MRW-12 Please use a "Torx Plus" Wrench for tightening cramp screw. * If a "Torx" Wrench (Fig. 4) is used to tighten, the screw head might become damaged and Fig.3 Purple grip then the screw cannot be removed. 4. When tightening the screw, make sure that the wrench is parallel to the screw. Recommended tightening torque Ref. to page M170・M171 Detail of shape The symbol means "Torx Plus". 5.After tightening the screw, make sure that there is no clearance between the insert seat T-shaped grip wrench for MRW-16 surface and the bearing surface of the toolholder or between the insert side surfaces and the constraint surface of the toolholder. If there is any clearance, remove the insert and mount it Fig.4 Black grip again according to the above steps. T15 Detail of shape The symbol means "Torx". ■ Case Studies Torx Wrench (Do NOT use it for MRW) 12Cr Steel 12Cr Steel Machining efficiency 1.2 times Same or longer tool life Economical Double-sided Insert Economical Double-sided Insert M ・Turbine Blade ・Vc=270m/min ・fz=0.278mm/t ・Turbine Blade ・Vc=250m/min ・fz=0.16mm/t ・ap=0.5~1.0mm ae=max.35mm ・Dry ・ap=2.0mm ae=5~30mm ・Wet ・MRW050R-12-6T-M (6 inserts) ・ROMU1204M0ER-SM(CA6535) ・MRW050R-12-5T-M (5 inserts) ・ROMU1204M0ER-SM(CA6535) CA6535 Stable machining CA6535 Stable, available for further machining Milling Competitor A Unstable machining with large noise Competitor B Unstable machining with large noise (Positive Cutter) (Positive Cutter) MRW improved machining efficiency by 1.2 times with same tool life MRW showed less damage on the cutting edge and reduced compared with Competitor A. machining noise. MRW has cost advantage due to double-sided inserts. MRW has equal or longer tool life and cost advantage due to double (Evaluation by the user) sided inserts. (Evaluation by the user) ■ Applications Facing Shouldering Contouring Plunging / Profiling * MRW type is not available for 3D machining such as Plunging and Profiling. M173