Основной каталог Kyocera 2016-2017 - страница 823
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 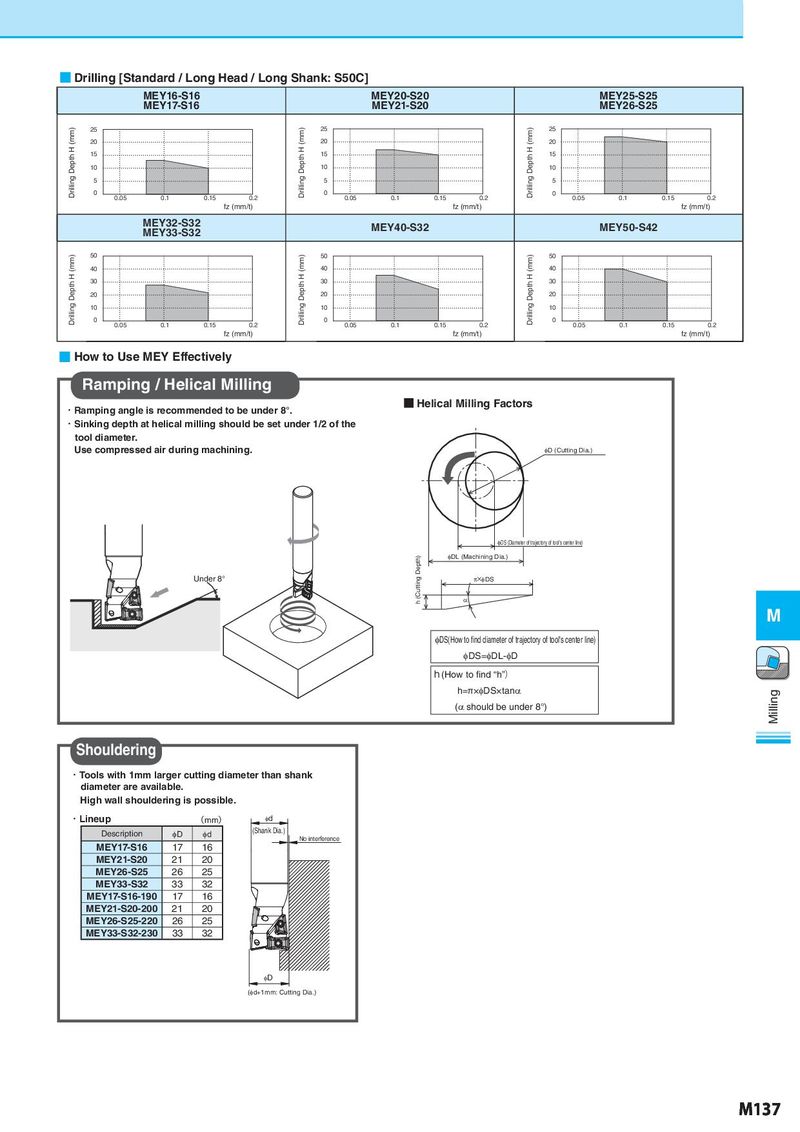
■ Drilling [Standard / Long Head / Long Shank: S50C] MEY16-S16 MEY20-S20 MEY25-S25 MEY17-S16 MEY21-S20 MEY26-S25 H(mm) H(mm) H(mm) Drilling Depth H (mm) 25 Drilling Depth H (mm) 25 Drilling Depth H (mm) 25 20 20 20 15 15 15 10 10 10 5 5 5 0 0.05 0.1 0.15 0.2 0 0.05 0.1 0.15 0.2 0 0.05 0.1 0.15 0.2 fz (mm/t) fz (mm/t) fz (mm/t) MEY32-S32 MEY40-S32 MEY50-S42 MEY33-S32 H(mm) H(mm) H(mm) (mm) 50 (mm) 50 (mm) 50 40 40 40 H 30 H 30 H 30 Depth 20 Depth 20 Depth 20 Drilling 10 Drilling 10 Drilling 10 0 0.05 0.1 0.15 0.2 0 0.05 0.1 0.15 0.2 0 0.05 0.1 0.15 0.2 fz (mm/t) fz (mm/t) fz (mm/t) ■ How to Use MEY Effectively Ramping / Helical Milling ・Ramping angle is recommended to be under 8°. ■ Helical Milling Factors ・Sinking depth at helical milling should be set under 1/2 of the tool diameter. Use compressed air during machining. φD (Cutting Dia.) φDS (Diameter of trajectory of tool's center line) h (Cutting Depth) φDL (Machining Dia.) Under 8° π×φDS α M φDS(How to find diameter of trajectory of tool's center line) φDS=φDL-φD h(How to find “h”) h=π×φDS×tanα Milling (α should be under 8°) Shouldering ・Tools with 1mm larger cutting diameter than shank diameter are available. High wall shouldering is possible. ・Lineup (mm) φd Description φD φd (Shank Dia.) No interference MEY17-S16 17 16 MEY21-S20 21 20 MEY26-S25 26 25 MEY33-S32 33 32 MEY17-S16-190 17 16 MEY21-S20-200 21 20 MEY26-S25-220 26 25 MEY33-S32-230 33 32 φD (φd+1mm: Cutting Dia.) M137