Основной каталог Kyocera 2016-2017 - страница 793
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 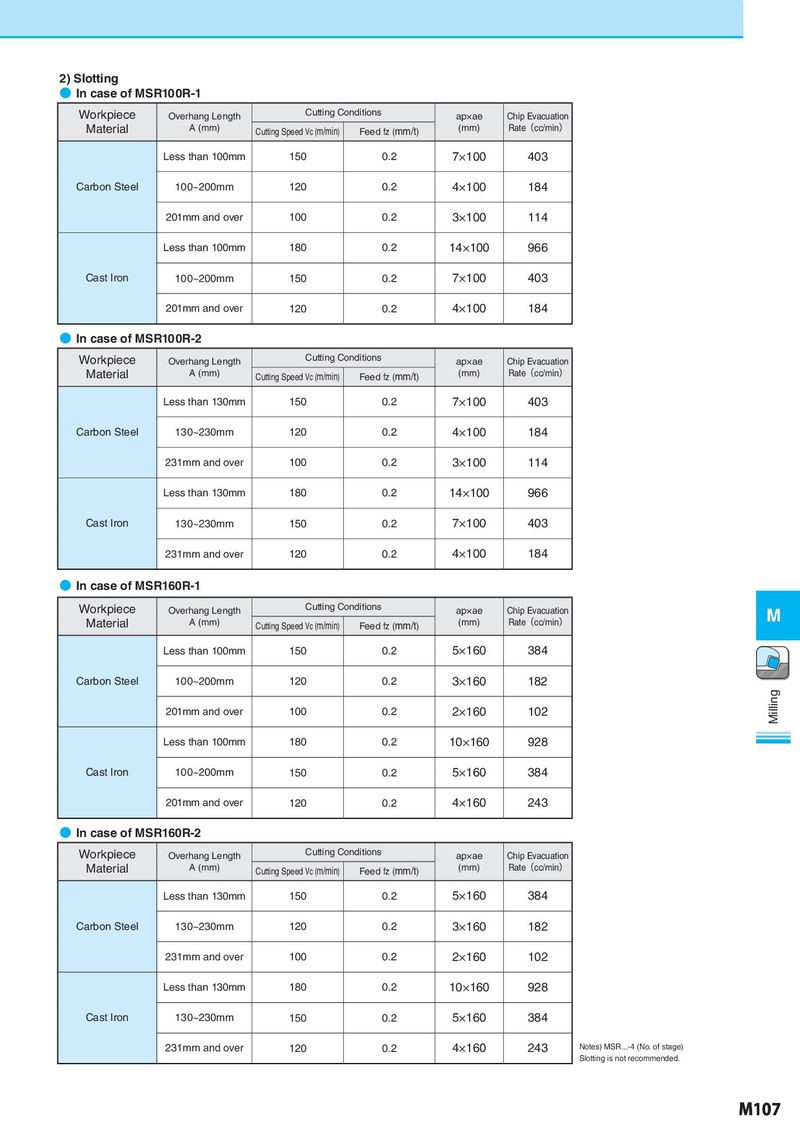
2) Slotting ● In case of MSR100R-1 Workpiece Overhang Length Cutting Conditions ap×ae Chip Evacuation Material A (mm) Cutting Speed Vc (m/min) Feed fz (mm/t) (mm) Rate(cc/min) Less than 100mm 150 0.2 7×100 403 Carbon Steel 100~200mm 120 0.2 4×100 184 201mm and over 100 0.2 3×100 114 Less than 100mm 180 0.2 14×100 966 Cast Iron 100~200mm 150 0.2 7×100 403 201mm and over 120 0.2 4×100 184 ● In case of MSR100R-2 Workpiece Overhang Length Cutting Conditions ap×ae Chip Evacuation Material A (mm) Cutting Speed Vc (m/min) Feed fz (mm/t) (mm) Rate(cc/min) Less than 130mm 150 0.2 7×100 403 Carbon Steel 130~230mm 120 0.2 4×100 184 231mm and over 100 0.2 3×100 114 Less than 130mm 180 0.2 14×100 966 Cast Iron 130~230mm 150 0.2 7×100 403 231mm and over 120 0.2 4×100 184 ● In case of MSR160R-1 Workpiece Overhang Length Cutting Conditions ap×ae Chip Evacuation M Material A (mm) Cutting Speed Vc (m/min) Feed fz (mm/t) (mm) Rate(cc/min) Less than 100mm 150 0.2 5×160 384 Carbon Steel 100~200mm 120 0.2 3×160 182 201mm and over 100 0.2 2×160 102 Milling Less than 100mm 180 0.2 10×160 928 Cast Iron 100~200mm 150 0.2 5×160 384 201mm and over 120 0.2 4×160 243 ● In case of MSR160R-2 Workpiece Overhang Length Cutting Conditions ap×ae Chip Evacuation Material A (mm) Cutting Speed Vc (m/min) Feed fz (mm/t) (mm) Rate(cc/min) Less than 130mm 150 0.2 5×160 384 Carbon Steel 130~230mm 120 0.2 3×160 182 231mm and over 100 0.2 2×160 102 Less than 130mm 180 0.2 10×160 928 Cast Iron 130~230mm 150 0.2 5×160 384 231mm and over 120 0.2 4×160 243 Notes) MSR...-4 (No. of stage) Slotting is not recommended. M107