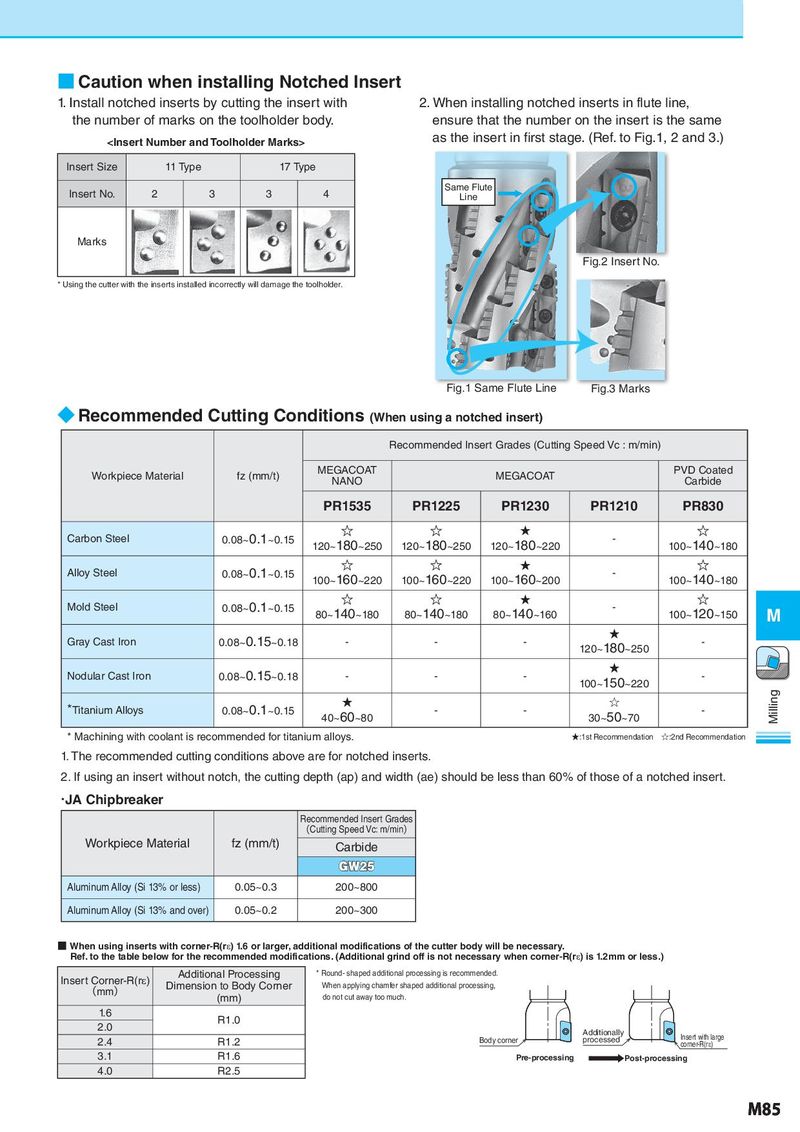
■ Caution when installing Notched Insert
1. Install notched inserts by cutting the insert with 2. When installing notched inserts in flute line,
the number of marks on the toolholder body. ensure that the number on the insert is the same
as the insert in first stage. (Ref. to Fig.1, 2 and 3.)
Insert Size 11 Type 17 Type
Insert No. 2 3 3 4 Same Flute
Line
Marks
Fig.2 Insert No.
* Using the cutter with the inserts installed incorrectly will damage the toolholder.
Fig.1 Same Flute Line Fig.3 Marks
◆ Recommended Cutting Conditions (When using a notched insert)
Recommended Insert Grades (Cutting Speed Vc : m/min)
Workpiece Material fz (mm/t) MEGACOAT MEGACOAT PVD Coated
NANO Carbide
PR1535 PR1225 PR1230 PR1210 PR830
Carbon Steel 0.08~0.1~0.15 ★ -
120~180~250 120~180~250 120~180~220 100~140~180
Alloy Steel 0.08~0.1~0.15 ★ -
100~160~220 100~160~220 100~160~200 100~140~180
Mold Steel 0.08~0.1~0.15 ★ -
80~140~180 80~140~180 80~140~160 100~120~150 M
Gray Cast Iron 0.08~0.15~0.18 - - - ★ -
120~180~250
Nodular Cast Iron 0.08~0.15~0.18 - - - ★ -
100~150~220
*Titanium Alloys 0.08~0.1~0.15 ★ - - ☆ - Milling
40~60~80 30~50~70
* Machining with coolant is recommended for titanium alloys. ★:1st Recommendation ☆:2nd Recommendation
1. The recommended cutting conditions above are for notched inserts.
2. If using an insert without notch, the cutting depth (ap) and width (ae) should be less than 60% of those of a notched insert.
・JA Chipbreaker
Recommended Insert Grades
(Cutting Speed Vc: m/min)
Workpiece Material fz (mm/t) Carbide
GW25
Aluminum Alloy (Si 13% or less) 0.05~0.3 200~800
Aluminum Alloy (Si 13% and over) 0.05~0.2 200~300
■ When using inserts with corner-R(rε) 1.6 or larger, additional modifications of the cutter body will be necessary.
Ref. to the table below for the recommended modifications. (Additional grind off is not necessary when corner-R(rε) is 1.2mm or less.)
Insert Corner-R(rε) Additional Processing * Round- shaped additional processing is recommended.
(mm) Dimension to Body Corner When applying chamfer shaped additional processing,
(mm) do not cut away too much.
1.6 R1.0
2.0 Additionally
2.4 R1.2 Body corner processed Insert with large
corner-R(rε)
3.1 R1.6 Pre-processing Post-processing
4.0 R2.5
M85
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA