Основной каталог Kyocera 2016-2017 - страница 765
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 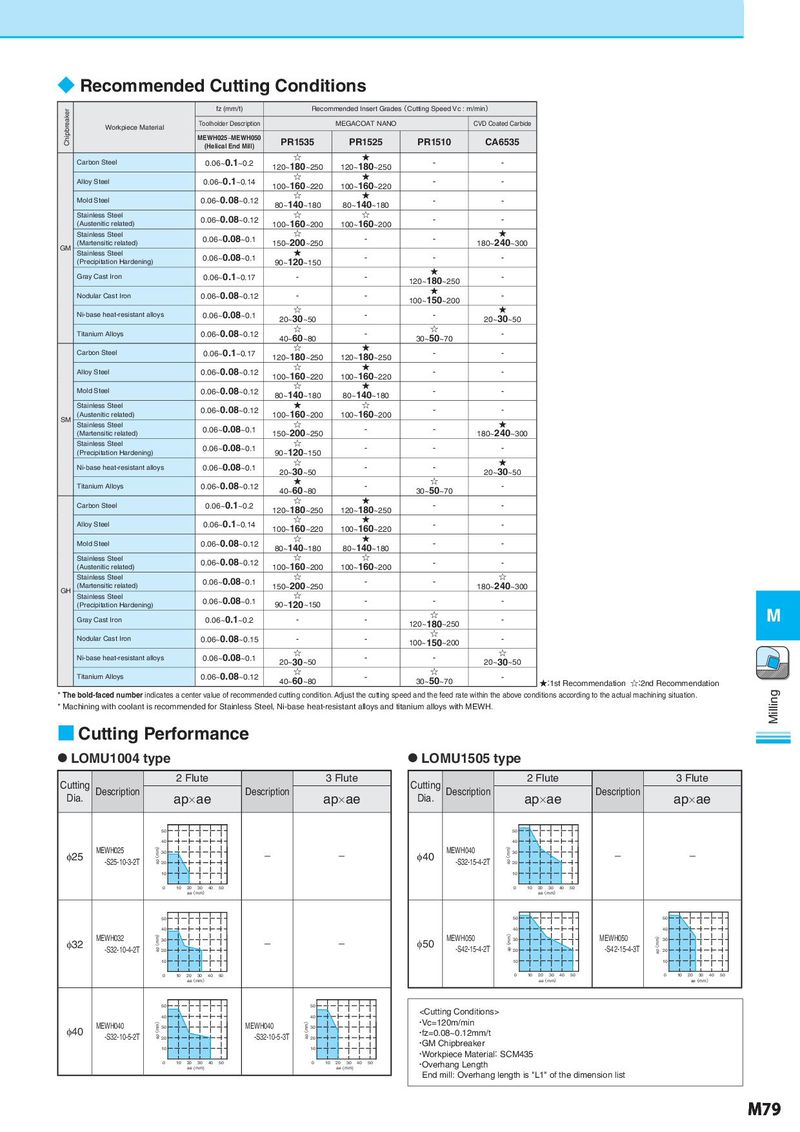
◆ Recommended Cutting Conditions
Chipbreaker fz (mm/t) Recommended Insert Grades(Cutting Speed Vc : m/min)
Workpiece Material Toolholder Description MEGACOAT NANO CVD Coated Carbide
MEWH025~MEWH050 PR1535 PR1525 PR1510 CA6535
(Helical End Mill)
Carbon Steel 0.06~0.1~0.2 ☆ ★ - -
120~180~250 120~180~250
Alloy Steel 0.06~0.1~0.14 ☆ ★ - -
100~160~220 100~160~220
Mold Steel 0.06~0.08~0.12 ☆ ★ - -
80~140~180 80~140~180
Stainless Steel 0.06~0.08~0.12 ☆ ☆ - -
(Austenitic related) 100~160~200 100~160~200
Stainless Steel 0.06~0.08~0.1 ☆ - - ★
GM (Martensitic related) 150~200~250 180~240~300
Stainless Steel 0.06~0.08~0.1 ★ - - -
(Precipitation Hardening) 90~120~150
Gray Cast Iron 0.06~0.1~0.17 - - ★ -
120~180~250
Nodular Cast Iron 0.06~0.08~0.12 - - ★ -
100~150~200
Ni-base heat-resistant alloys 0.06~0.08~0.1 ☆ - - ★
20~30~50 20~30~50
Titanium Alloys 0.06~0.08~0.12 ☆ - ☆ -
40~60~80 30~50~70
Carbon Steel 0.06~0.1~0.17 ☆ ★ - -
120~180~250 120~180~250
Alloy Steel 0.06~0.08~0.12 ☆ ★ - -
100~160~220 100~160~220
Mold Steel 0.06~0.08~0.12 ☆ ★ - -
80~140~180 80~140~180
Stainless Steel 0.06~0.08~0.12 ★ ☆ - -
SM (Austenitic related) 100~160~200 100~160~200
Stainless Steel 0.06~0.08~0.1 ☆ - - ★
(Martensitic related) 150~200~250 180~240~300
Stainless Steel 0.06~0.08~0.1 ☆ - - -
(Precipitation Hardening) 90~120~150
Ni-base heat-resistant alloys 0.06~0.08~0.1 ☆ - - ★
20~30~50 20~30~50
Titanium Alloys 0.06~0.08~0.12 ★ - ☆ -
40~60~80 30~50~70
Carbon Steel 0.06~0.1~0.2 ☆ ★ - -
120~180~250 120~180~250
Alloy Steel 0.06~0.1~0.14 ☆ ★ - -
100~160~220 100~160~220
Mold Steel 0.06~0.08~0.12 ☆ ★ - -
80~140~180 80~140~180
Stainless Steel 0.06~0.08~0.12 ☆ ☆ - -
(Austenitic related) 100~160~200 100~160~200
Stainless Steel 0.06~0.08~0.1 ☆ - - ☆
GH (Martensitic related) 150~200~250 180~240~300
Stainless Steel 0.06~0.08~0.1 ☆ - - -
(Precipitation Hardening) 90~120~150
Gray Cast Iron 0.06~0.1~0.2 - - ☆ - M
120~180~250
Nodular Cast Iron 0.06~0.08~0.15 - - ☆ -
100~150~200
Ni-base heat-resistant alloys 0.06~0.08~0.1 ☆ - - ☆
20~30~50 20~30~50
Titanium Alloys 0.06~0.08~0.12 ☆ - ☆ -
40~60~80 30~50~70 ★:1st Recommendation ☆:2nd Recommendation
* The bold-faced number indicates a center value of recommended cutting condition. Adjust the cutting speed and the feed rate within the above conditions according to the actual machining situation. Milling
* Machining with coolant is recommended for Stainless Steel, Ni-base heat-resistant alloys and titanium alloys with MEWH.
■ Cutting Performance
● LOMU1004 type ● LOMU1505 type
Cutting 2 Flute 3 Flute Cutting 2 Flute 3 Flute
Dia. Description ap×ae Description ap×ae Dia. Description ap×ae Description ap×ae
ap(mm) ap(mm)
50 50
40 40
φ25 MEWH025 ap(mm) 30 - - φ40 MEWH040 ap(mm) 30 - -
-S25-10-3-2T 20 -S32-15-4-2T 20
10 10
0 10 20 30 40 50 0 10 20 30 40 50
ae(mm) ae(mm)
ap(mm) ap(mm) ap(mm)
50 50 50
40 40 40
φ32 MEWH032 ap(mm) 30 - - φ50 MEWH050 ap(mm) 30 MEWH050 ap(mm) 30
-S32-10-4-2T 20 -S42-15-4-2T 20 -S42-15-4-3T 20
10 10 10
0 10 20 30 40 50 0 10 20 30 40 50 0 10 20 30 40 50
ae(mm) ae(mm) ae(mm)
ap(mm) ap(mm)
50 50