Основной каталог Kyocera 2016-2017 - страница 683
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 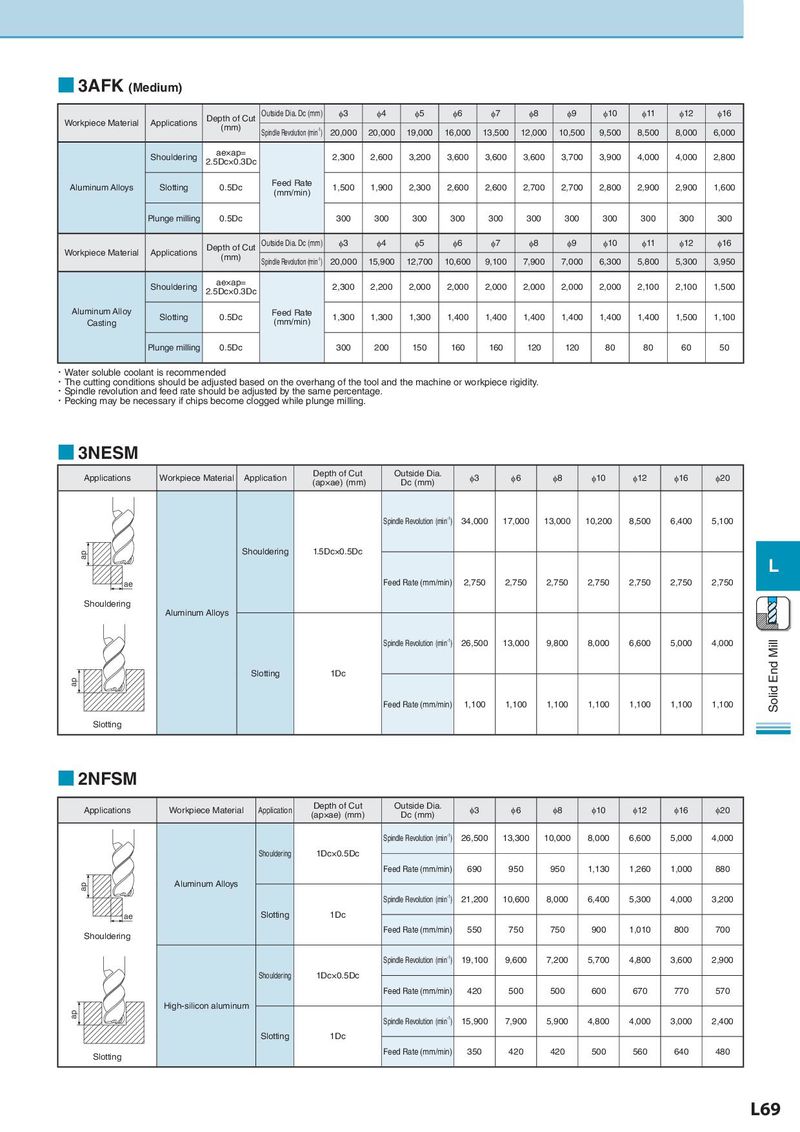
■ 3AFK (Medium) Depth of Cut Outside Dia. Dc (mm) φ3 φ4 φ5 φ6 φ7 φ8 φ9 φ10 φ11 φ12 φ16 Workpiece Material Applications (mm) Spindle Revolution (min-1) 20,000 20,000 19,000 16,000 13,500 12,000 10,500 9,500 8,500 8,000 6,000 Shouldering ae×ap= 2,300 2,600 3,200 3,600 3,600 3,600 3,700 3,900 4,000 4,000 2,800 2.5Dc×0.3Dc Aluminum Alloys Slotting 0.5Dc Feed Rate 1,500 1,900 2,300 2,600 2,600 2,700 2,700 2,800 2,900 2,900 1,600 (mm/min) Plunge milling 0.5Dc 300 300 300 300 300 300 300 300 300 300 300 Depth of Cut Outside Dia. Dc (mm) φ3 φ4 φ5 φ6 φ7 φ8 φ9 φ10 φ11 φ12 φ16 Workpiece Material Applications (mm) Spindle Revolution (min-1) 20,000 15,900 12,700 10,600 9,100 7,900 7,000 6,300 5,800 5,300 3,950 Shouldering ae×ap= 2,300 2,200 2,000 2,000 2,000 2,000 2,000 2,000 2,100 2,100 1,500 2.5Dc×0.3Dc Aluminum Alloy Slotting 0.5Dc Feed Rate 1,300 1,300 1,300 1,400 1,400 1,400 1,400 1,400 1,400 1,500 1,100 Casting (mm/min) Plunge milling 0.5Dc 300 200 150 160 160 120 120 80 80 60 50 ・Water soluble coolant is recommended ・The cutting conditions should be adjusted based on the overhang of the tool and the machine or workpiece rigidity. ・Spindle revolution and feed rate should be adjusted by the same percentage. ・Pecking may be necessary if chips become clogged while plunge milling. ■ 3NESM Applications Workpiece Material Application Depth of Cut Outside Dia. φ3 φ6 φ8 φ10 φ12 φ16 φ20 (ap×ae) (mm) Dc (mm) Spindle Revolution (min-1) 34,000 17,000 13,000 10,200 8,500 6,400 5,100 ap Shouldering 1.5Dc×0.5Dc L ae Feed Rate (mm/min) 2,750 2,750 2,750 2,750 2,750 2,750 2,750 Shouldering Aluminum Alloys Spindle Revolution (min-1) 26,500 13,000 9,800 8,000 6,600 5,000 4,000 Mill ap Slotting 1Dc Solid End Feed Rate (mm/min) 1,100 1,100 1,100 1,100 1,100 1,100 1,100 Slotting ■ 2NFSM Applications Workpiece Material Application Depth of Cut Outside Dia. φ3 φ6 φ8 φ10 φ12 φ16 φ20 (ap×ae) (mm) Dc (mm) Spindle Revolution (min-1) 26,500 13,300 10,000 8,000 6,600 5,000 4,000 Shouldering 1Dc×0.5Dc Feed Rate (mm/min) 690 950 950 1,130 1,260 1,000 880 ap Aluminum Alloys Spindle Revolution (min-1) 21,200 10,600 8,000 6,400 5,300 4,000 3,200 ae Slotting 1Dc Shouldering Feed Rate (mm/min) 550 750 750 900 1,010 800 700 Spindle Revolution (min-1) 19,100 9,600 7,200 5,700 4,800 3,600 2,900 Shouldering 1Dc×0.5Dc Feed Rate (mm/min) 420 500 500 600 670 770 570 ap High-silicon aluminum Spindle Revolution (min-1) 15,900 7,900 5,900 4,800 4,000 3,000 2,400 Slotting 1Dc Slotting Feed Rate (mm/min) 350 420 420 500 560 640 480 L69