Основной каталог Kyocera 2016-2017 - страница 655
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 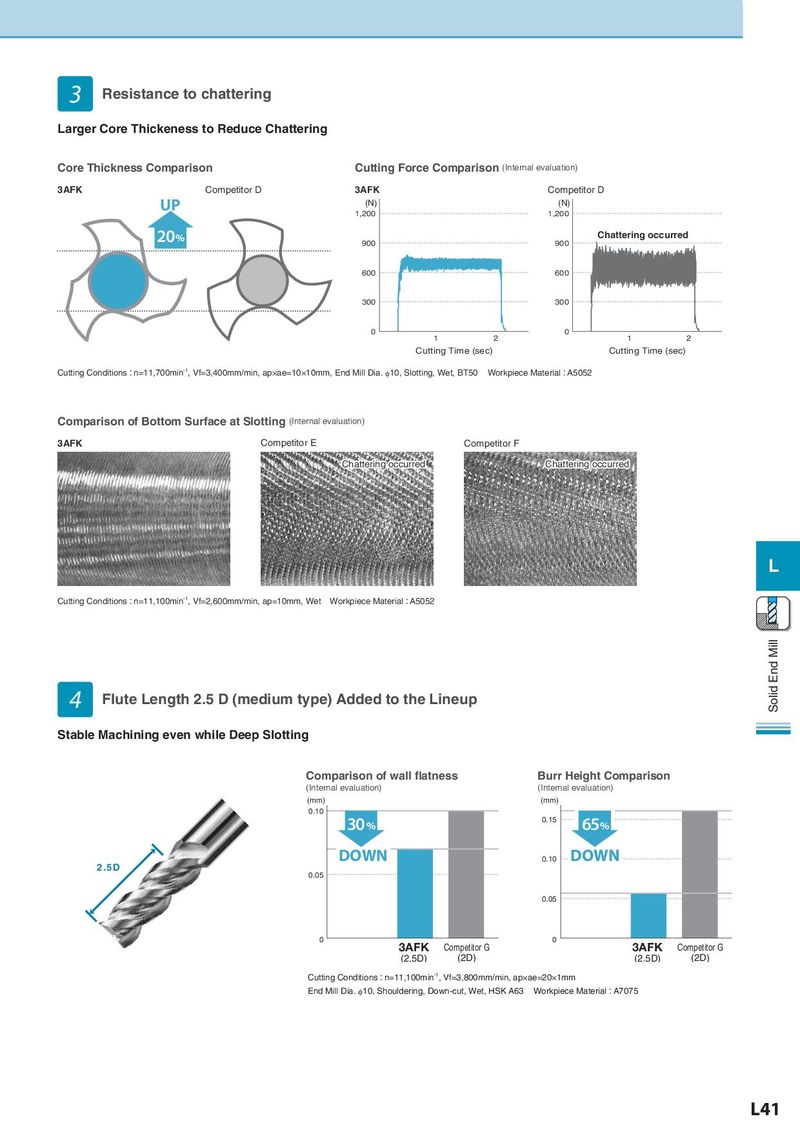
3 Resistance to chattering Larger Core Thickeness to Reduce Chattering Core Thickness Comparison Cutting Force Comparison (Internal evaluation) 3AFK Competitor D 3AFK Competitor D UP (N) (N) 1,200 1,200 20% Chattering occurred 900 900 600 600 300 300 0 1 2 0 1 2 Cutting Time (sec) Cutting Time (sec) Cutting Conditions:n=11,700min-1, Vf=3,400mm/min, ap×ae=10×10mm, End Mill Dia. φ10, Slotting, Wet, BT50 Workpiece Material:A5052 Comparison of Bottom Surface at Slotting (Internal evaluation) 3AFK Competitor E Competitor F Chattering occurred Chattering occurred L Cutting Conditions:n=11,100min-1, Vf=2,600mm/min, ap=10mm, Wet Workpiece Material:A5052 4 Flute Length 2.5 D (medium type) Added to the Lineup Solid End Mill Stable Machining even while Deep Slotting Comparison of wall flatness Burr Height Comparison (Internal evaluation) (Internal evaluation) (mm) (mm) 0.10 30 % 0.15 65% DOWN 0.10 DOWN 2.5D 0.05 0.05 0 3AFK 0 3AFK Competitor G Competitor G (2.5D) (2D) (2.5D) (2D) Cutting Conditions:n=11,100min-1, Vf=3,800mm/min, ap×ae=20×1mm End Mill Dia. φ10, Shouldering, Down-cut, Wet, HSK A63 Workpiece Material:A7075 L41