Основной каталог Kyocera 2016-2017 - страница 636
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 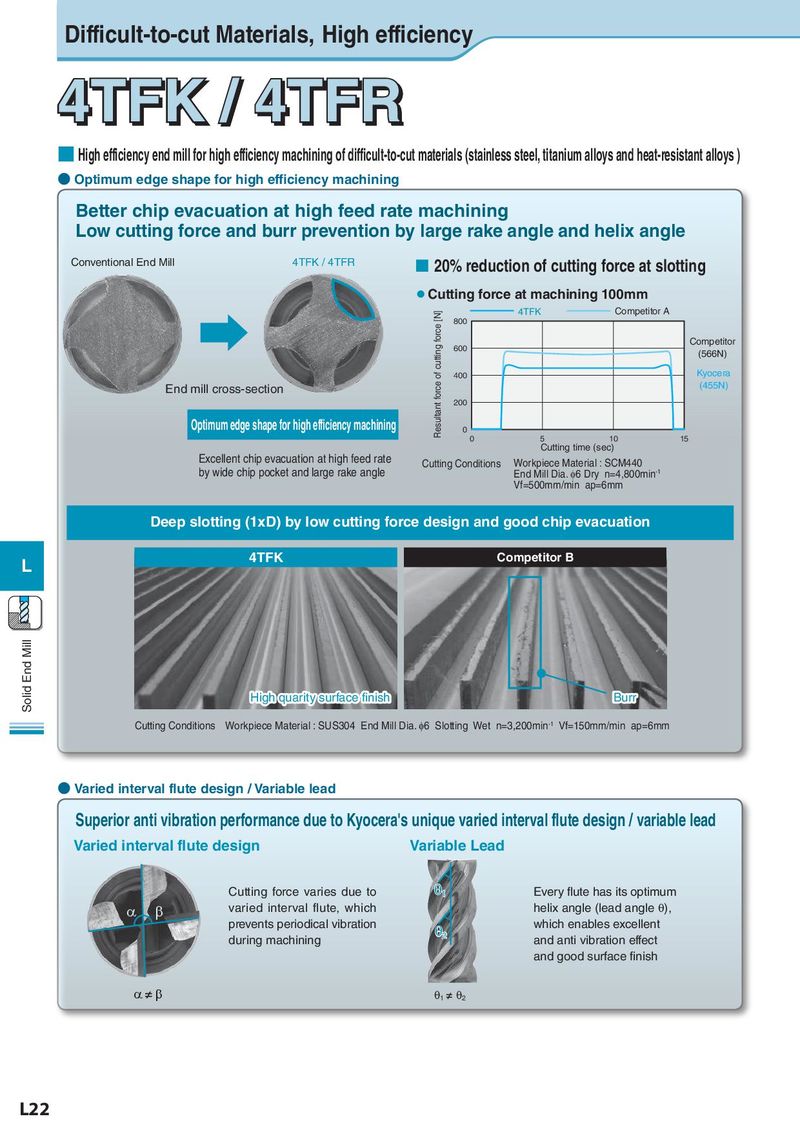
Difficult-to-cut Materials, High efficiency 4TFK / 4TFR ■ High efficiency end mill for high efficiency machining of difficult-to-cut materials (stainless steel, titanium alloys and heat-resistant alloys ) ● Optimum edge shape for high efficiency machining Better chip evacuation at high feed rate machining Low cutting force and burr prevention by large rake angle and helix angle Conventional End Mill 4TFK / 4TFR ■ 20% reduction of cutting force at slotting ● Cutting force at machining 100mm Resultant force of cutting force [N] 4TFK Competitor A 800 600 Competitor (566N) 400 Kyocera End mill cross-section (455N) 200 Optimum edge shape for high efficiency machining 0 0 5 10 15 Cutting time (sec) Excellent chip evacuation at high feed rate Cutting Conditions Workpiece Material : SCM440 by wide chip pocket and large rake angle End Mill Dia. φ6 Dry n=4,800min-1 Vf=500mm/min ap=6mm Deep slotting (1xD) by low cutting force design and good chip evacuation L 4TFK Competitor B Solid End Mill High quarity surface finish Burr Cutting Conditions Workpiece Material : SUS304 End Mill Dia. φ6 Slotting Wet n=3,200min-1 Vf=150mm/min ap=6mm ● Varied interval flute design / Variable lead Superior anti vibration performance due to Kyocera's unique varied interval flute design / variable lead Varied interval flute design Variable Lead Cutting force varies due to θ1 Every flute has its optimum α β varied interval flute, which helix angle (lead angle θ), prevents periodical vibration θ2 which enables excellent during machining and anti vibration effect and good surface finish α≠β θ1 ≠ θ2 L22