Основной каталог Kyocera 2016-2017 - страница 574
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 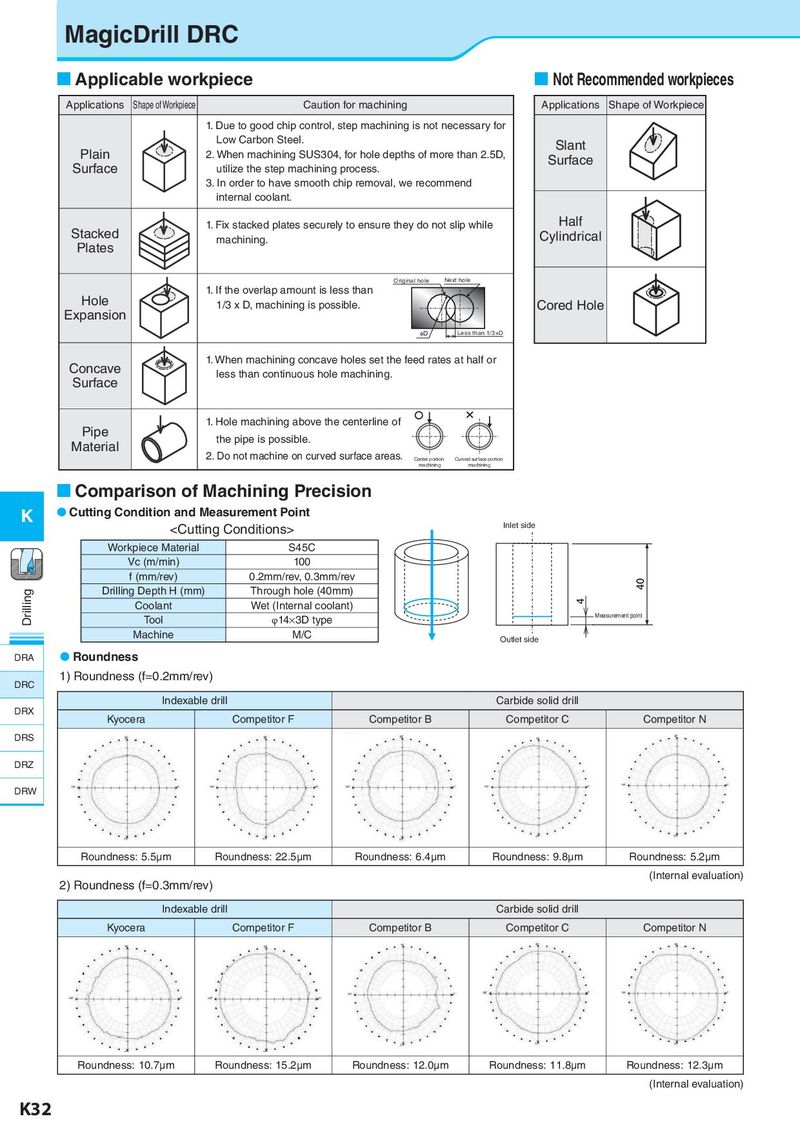
MagicDrill DRC
Applicable workpiece Not Recommended workpieces
Applications Shape of Workpiece Caution for machining Applications Shape of Workpiece
1. Due to good chip control, step machining is not necessary for
Low Carbon Steel. Slant
Plain 2. When machining SUS304, for hole depths of more than 2.5D, Surface
Surface utilize the step machining process.
3. In order to have smooth chip removal, we recommend
internal coolant.
1. Fix stacked plates securely to ensure they do not slip while Half
Stacked machining. Cylindrical
Plates
Original hole Next hole
Hole 1. If the overlap amount is less than
Expansion 1/3 x D, machining is possible. Cored Hole
ID Less than 1/3×D
Concave 1. When machining concave holes set the feed rates at half or
Surface less than continuous hole machining.
Pipe 1. Hole machining above the centerline of
Material the pipe is possible.
2. Do not machine on curved surface areas. Center portion Curved surface portion
machining machining
Comparison of Machining Precision
K Cutting Condition and Measurement Point