Основной каталог Kyocera 2016-2017 - страница 526
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 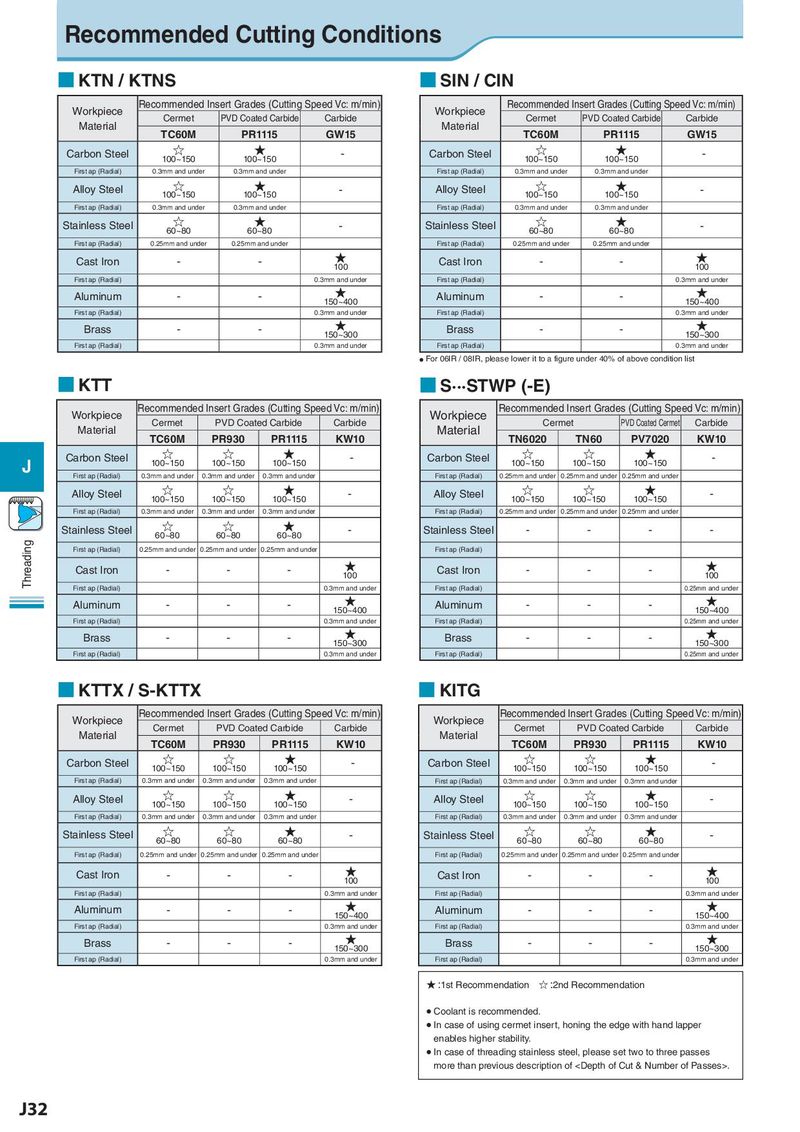
Recommended Cutting Conditions
■ KTN / KTNS ■ SIN / CIN
Workpiece Recommended Insert Grades (Cutting Speed Vc: m/min) Workpiece Recommended Insert Grades (Cutting Speed Vc: m/min)
Material Cermet PVD Coated Carbide Carbide Material Cermet PVD Coated Carbide Carbide
TC60M PR1115 GW15 TC60M PR1115 GW15
Carbon Steel ☆ ★ - Carbon Steel ☆ ★ -
100~150 100~150 100~150 100~150
First ap (Radial) 0.3mm and under 0.3mm and under First ap (Radial) 0.3mm and under 0.3mm and under
Alloy Steel ☆ ★ - Alloy Steel ☆ ★ -
100~150 100~150 100~150 100~150
First ap (Radial) 0.3mm and under 0.3mm and under First ap (Radial) 0.3mm and under 0.3mm and under
Stainless Steel ☆ ★ - Stainless Steel ☆ ★ -
60~80 60~80 60~80 60~80
First ap (Radial) 0.25mm and under 0.25mm and under First ap (Radial) 0.25mm and under 0.25mm and under
Cast Iron - - ★ Cast Iron - - ★
100 100
First ap (Radial) 0.3mm and under First ap (Radial) 0.3mm and under
Aluminum - - ★ Aluminum - - ★
150~400 150~400
First ap (Radial) 0.3mm and under First ap (Radial) 0.3mm and under
Brass - - ★ Brass - - ★
150~300 150~300
First ap (Radial) 0.3mm and under First ap (Radial) 0.3mm and under
● For 06IR / 08IR, please lower it to a figure under 40% of above condition list
■ KTT ■ S···STWP (-E)
Workpiece Recommended Insert Grades (Cutting Speed Vc: m/min) Workpiece Recommended Insert Grades (Cutting Speed Vc: m/min)
Material Cermet PVD Coated Carbide Carbide Material Cermet PVD Coated Cermet Carbide
TC60M PR930 PR1115 KW10 TN6020 TN60 PV7020 KW10
Carbon Steel ☆ ☆ ★ - Carbon Steel ☆ ☆ ★ -
100~150 100~150 100~150 100~150 100~150 100~150
J
First ap (Radial) 0.3mm and under 0.3mm and under 0.3mm and under First ap (Radial) 0.25mm and under 0.25mm and under 0.25mm and under
Alloy Steel ☆ ☆ ★ - Alloy Steel ☆ ☆ ★ -
100~150 100~150 100~150 100~150 100~150 100~150
First ap (Radial) 0.3mm and under 0.3mm and under 0.3mm and under First ap (Radial) 0.25mm and under 0.25mm and under 0.25mm and under
Stainless Steel ☆ ☆ ★ - Stainless Steel - - - -
60~80 60~80 60~80
Threading First ap (Radial) 0.25mm and under 0.25mm and under 0.25mm and under First ap (Radial)
Cast Iron - - - ★ Cast Iron - - - ★
100 100
First ap (Radial) 0.3mm and under First ap (Radial) 0.25mm and under
Aluminum - - - ★ Aluminum - - - ★
150~400 150~400
First ap (Radial) 0.3mm and under First ap (Radial) 0.25mm and under
Brass - - - ★ Brass - - - ★
150~300 150~300
First ap (Radial) 0.3mm and under First ap (Radial) 0.25mm and under
■ KTTX / S-KTTX ■ KITG
Workpiece Recommended Insert Grades (Cutting Speed Vc: m/min) Workpiece Recommended Insert Grades (Cutting Speed Vc: m/min)
Material Cermet PVD Coated Carbide Carbide Material Cermet PVD Coated Carbide Carbide
TC60M PR930 PR1115 KW10 TC60M PR930 PR1115 KW10
Carbon Steel ☆ ☆ ★ - Carbon Steel ☆ ☆ ★ -
100~150 100~150 100~150 100~150 100~150 100~150
First ap (Radial) 0.3mm and under 0.3mm and under 0.3mm and under First ap (Radial) 0.3mm and under 0.3mm and under 0.3mm and under
Alloy Steel ☆ ☆ ★ - Alloy Steel ☆ ☆ ★ -
100~150 100~150 100~150 100~150 100~150 100~150
First ap (Radial) 0.3mm and under 0.3mm and under 0.3mm and under First ap (Radial) 0.3mm and under 0.3mm and under 0.3mm and under
Stainless Steel ☆ ☆ ★ - Stainless Steel ☆ ☆ ★ -
60~80 60~80 60~80 60~80 60~80 60~80
First ap (Radial) 0.25mm and under 0.25mm and under 0.25mm and under First ap (Radial) 0.25mm and under 0.25mm and under 0.25mm and under
Cast Iron - - - ★ Cast Iron - - - ★
100 100
First ap (Radial) 0.3mm and under First ap (Radial) 0.3mm and under
Aluminum - - - ★ Aluminum - - - ★
150~400 150~400
First ap (Radial) 0.3mm and under First ap (Radial) 0.3mm and under
Brass - - - ★ Brass - - - ★
150~300 150~300
First ap (Radial) 0.3mm and under First ap (Radial) 0.3mm and under
★ :1st Recommendation ☆ :2nd Recommendation
● Coolant is recommended.
●In case of using cermet insert, honing the edge with hand lapper
enables higher stability.
●In case of threading stainless steel, please set two to three passes
more than previous description of