Основной каталог Kyocera 2016-2017 - страница 493
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 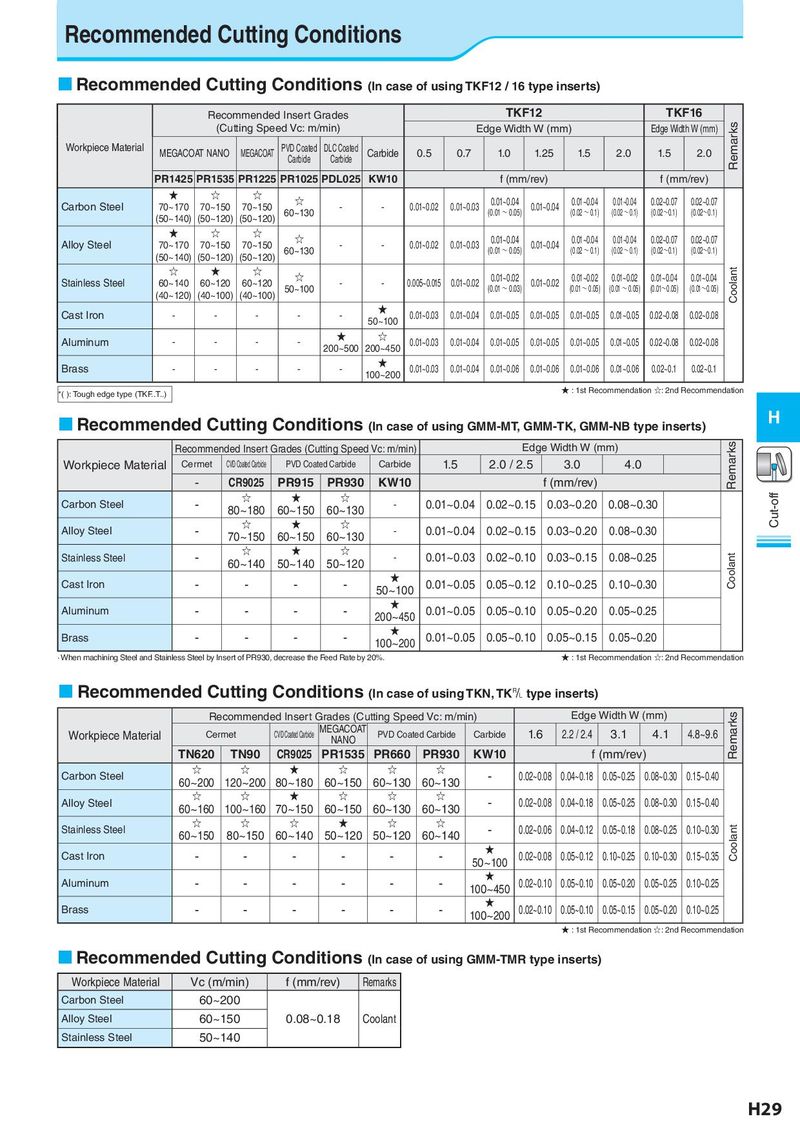
Recommended Cutting Conditions Recommended Cutting Conditions (In case of using TKF12 / 16 type inserts) Recommended Insert Grades TKF12 TKF16 (Cutting Speed Vc: m/min) Edge Width W (mm) Edge Width W (mm) Remarks Workpiece Material MEGACOAT NANO MEGACOAT PVD Coated DLC Coated Carbide 0.5 0.7 1.0 1.25 1.5 2.0 1.5 2.0 Carbide Carbide PR1425 PR1535 PR1225 PR1025 PDL025 KW10 f (mm/rev) f (mm/rev) ★ ☆ ☆ ☆ 0.01~0.04 0.01~0.04 0.01~0.04 0.02~0.07 0.02~0.07 Carbon Steel 70~170 70~150 70~150 60~130 - - 0.01~0.02 0.01~0.03 (0.01 ~ 0.05) 0.01~0.04 (0.02 ~ 0.1) (0.02 ~ 0.1) (0.02~0.1) (0.02~0.1) (50~140) (50~120) (50~120) ★ ☆ ☆ ☆ 0.01~0.04 0.01~0.04 0.01~0.04 0.02~0.07 0.02~0.07 Alloy Steel 70~170 70~150 70~150 60~130 - - 0.01~0.02 0.01~0.03 (0.01 ~ 0.05) 0.01~0.04 (0.02 ~ 0.1) (0.02 ~ 0.1) (0.02~0.1) (0.02~0.1) (50~140) (50~120) (50~120) ☆ ★ ☆ ☆ 0.01~0.02 0.01~0.02 0.01~0.02 0.01~0.04 0.01~0.04 Coolant Stainless Steel 60~140 60~120 60~120 50~100 - - 0.005~0.015 0.01~0.02 (0.01 ~ 0.03) 0.01~0.02 (0.01 ~ 0.05) (0.01 ~ 0.05) (0.01~0.05) (0.01~0.05) (40~120) (40~100) (40~100) Cast Iron - - - - - ★ 0.01~0.03 0.01~0.04 0.01~0.05 0.01~0.05 0.01~0.05 0.01~0.05 0.02~0.08 0.02~0.08 50~100 Aluminum - - - - ★ ☆ 0.01~0.03 0.01~0.04 0.01~0.05 0.01~0.05 0.01~0.05 0.01~0.05 0.02~0.08 0.02~0.08 200~500 200~450 Brass - - - - - ★ 0.01~0.03 0.01~0.04 0.01~0.06 0.01~0.06 0.01~0.06 0.01~0.06 0.02~0.1 0.02~0.1 100~200 *( ): Tough edge type (TKF..T..) ★ : 1st Recommendation ☆: 2nd Recommendation Recommended Cutting Conditions (In case of using GMM-MT, GMM-TK, GMM-NB type inserts) H Recommended Insert Grades (Cutting Speed Vc: m/min) Edge Width W (mm) Remarks Workpiece Material Cermet CVD Coated Carbide PVD Coated Carbide Carbide 1.5 2.0 / 2.5 3.0 4.0 - CR9025 PR915 PR930 KW10 f (mm/rev) Carbon Steel - ☆ ★ ☆ - 0.01~0.04 0.02~0.15 0.03~0.20 0.08~0.30 Cut-off 80~180 60~150 60~130 Alloy Steel - ☆ ★ ☆ - 0.01~0.04 0.02~0.15 0.03~0.20 0.08~0.30 70~150 60~150 60~130 Stainless Steel - ☆ ★ ☆ - 0.01~0.03 0.02~0.10 0.03~0.15 0.08~0.25 Coolant 60~140 50~140 50~120 Cast Iron - - - - ★ 0.01~0.05 0.05~0.12 0.10~0.25 0.10~0.30 50~100 Aluminum - - - - ★ 0.01~0.05 0.05~0.10 0.05~0.20 0.05~0.25 200~450 Brass - - - - ★ 0.01~0.05 0.05~0.10 0.05~0.15 0.05~0.20 100~200 · When machining Steel and Stainless Steel by Insert of PR930, decrease the Feed Rate by 20%. ★ : 1st Recommendation ☆: 2nd Recommendation Recommended Cutting Conditions (In case of using TKN, TK& type inserts) Recommended Insert Grades (Cutting Speed Vc: m/min) Edge Width W (mm) Remarks Workpiece Material Cermet CVD Coated Carbide MEGACOAT PVD Coated Carbide Carbide 1.6 2.2 / 2.4 3.1 4.1 4.8~9.6 NANO TN620 TN90 CR9025 PR1535 PR660 PR930 KW10 f (mm/rev) Carbon Steel ☆ ☆ ★ ☆ ☆ ☆ - 0.02~0.08 0.04~0.18 0.05~0.25 0.08~0.30 0.15~0.40 60~200 120~200 80~180 60~150 60~130 60~130 Alloy Steel ☆ ☆ ★ ☆ ☆ ☆ - 0.02~0.08 0.04~0.18 0.05~0.25 0.08~0.30 0.15~0.40 60~160 100~160 70~150 60~150 60~130 60~130 Stainless Steel ☆ ☆ ☆ ★ ☆ ☆ - 0.02~0.06 0.04~0.12 0.05~0.18 0.08~0.25 0.10~0.30 Coolant 60~150 80~150 60~140 50~120 50~120 60~140 Cast Iron - - - - - - ★ 0.02~0.08 0.05~0.12 0.10~0.25 0.10~0.30 0.15~0.35 50~100 Aluminum - - - - - - ★ 0.02~0.10 0.05~0.10 0.05~0.20 0.05~0.25 0.10~0.25 100~450 Brass - - - - - - ★ 0.02~0.10 0.05~0.10 0.05~0.15 0.05~0.20 0.10~0.25 100~200 ★ : 1st Recommendation ☆: 2nd Recommendation Recommended Cutting Conditions (In case of using GMM-TMR type inserts) Workpiece Material Vc (m/min) f (mm/rev) Remarks Carbon Steel 60~200 Alloy Steel 60~150 0.08~0.18 Coolant Stainless Steel 50~140 H29