Основной каталог Kyocera 2016-2017 - страница 467
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 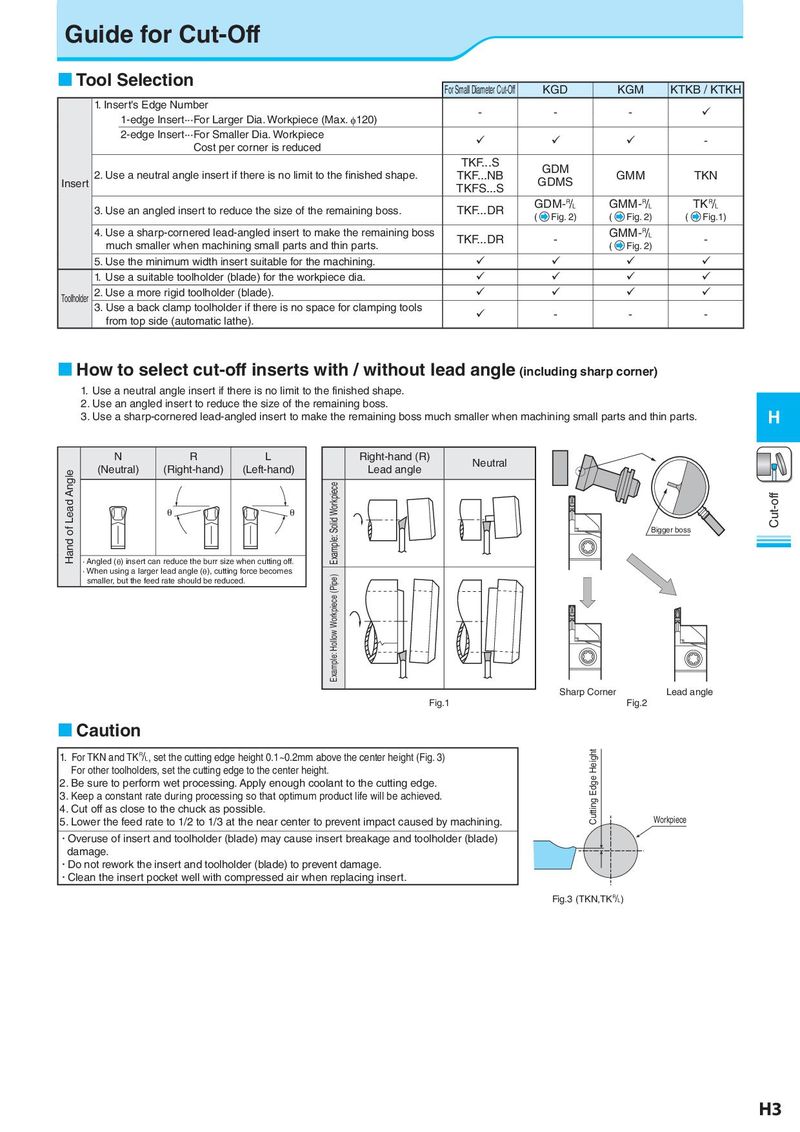
Guide for Cut-Off Tool Selection For Small Diameter Cut-Off KGD KGM KTKB / KTKH 1. Insert's Edge Number - - - 1-edge Insert···For Larger Dia. Workpiece (Max. φ120) 2-edge Insert···For Smaller Dia. Workpiece - Cost per corner is reduced TKF...S GDM Insert 2. Use a neutral angle insert if there is no limit to the finished shape. TKF...NB GDMS GMM TKN TKFS...S 3. Use an angled insert to reduce the size of the remaining boss. TKF...DR GDM-& GMM-& TK& ( Fig. 2) ( Fig. 2) ( Fig.1) 4. Use a sharp-cornered lead-angled insert to make the remaining boss TKF...DR - GMM-& - much smaller when machining small parts and thin parts. ( Fig. 2) 5. Use the minimum width insert suitable for the machining. 1. Use a suitable toolholder (blade) for the workpiece dia. Toolholder 2. Use a more rigid toolholder (blade). 3. Use a back clamp toolholder if there is no space for clamping tools - - - from top side (automatic lathe). How to select cut-off inserts with / without lead angle (including sharp corner) 1. Use a neutral angle insert if there is no limit to the finished shape. 2. Use an angled insert to reduce the size of the remaining boss. 3. Use a sharp-cornered lead-angled insert to make the remaining boss much smaller when machining small parts and thin parts. H N R L Right-hand (R) Neutral Hand of Lead Angle (Neutral) (Right-hand) (Left-hand) Lead angle θ θ Example: Solid Workpiece Cut-off Bigger boss · Angled (θ) insert can reduce the burr size when cutting off. · When using a larger lead angle (θ), cutting force becomes Example: Hollow Workpiece (Pipe) smaller, but the feed rate should be reduced. Sharp Corner Lead angle Fig.1 Fig.2 Caution 1.For TKN and TK&, set the cutting edge height 0.1~0.2mm above the center height (Fig. 3) Cutting Edge Height For other toolholders, set the cutting edge to the center height. 2. Be sure to perform wet processing. Apply enough coolant to the cutting edge. 3. Keep a constant rate during processing so that optimum product life will be achieved. 4. Cut off as close to the chuck as possible. 5. Lower the feed rate to 1/2 to 1/3 at the near center to prevent impact caused by machining. Workpiece • Overuse of insert and toolholder (blade) may cause insert breakage and toolholder (blade) damage. • Do not rework the insert and toolholder (blade) to prevent damage. • Clean the insert pocket well with compressed air when replacing insert. Fig.3 (TKN,TK&) H3