Основной каталог Kyocera 2016-2017 - страница 222
Навигация
 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом
Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом Каталог Kyocera высокопроизводительные модульные сверла DRA
Каталог Kyocera высокопроизводительные модульные сверла DRA 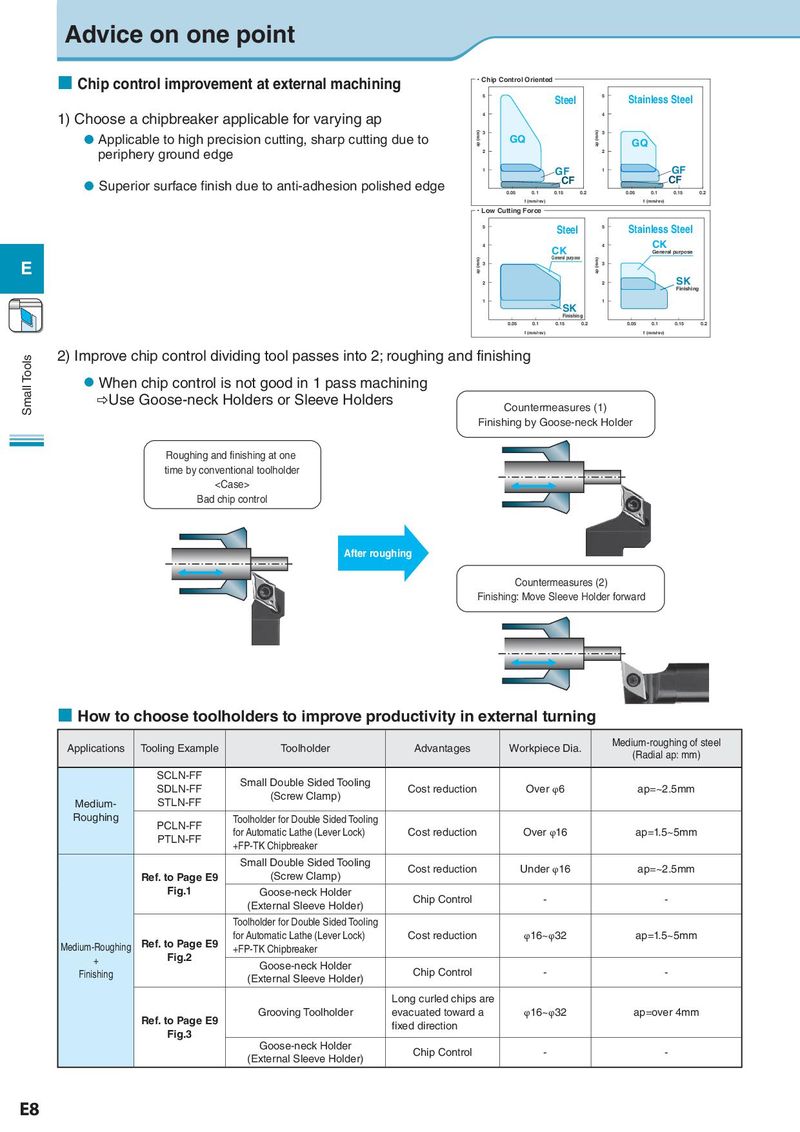
Advice on one point
¢ Chip control improvement at external machining ・Chip Control Oriented
5 Steel 5 Stainless Steel
1) Choose a chipbreaker applicable for varying ap 4 4
l Applicable to high precision cutting, sharp cutting due to (mm) 3 GQ (mm) 3
ap ap GQ
periphery ground edge 2 2
1 GF 1 GF
l Superior surface finish due to anti-adhesion polished edge CF CF
0.05 0.1 0.15 0.2 0.05 0.1 0.15 0.2
f (mm/rev) f (mm/rev)
・Low Cutting Force
5 Steel 5 Stainless Steel
4 CK 4 CK
General purpose
ap (mm) General purpose ap (mm)
E 3 3
2 2 SK
Finishing
1 1
SK
Finishing
0.05 0.1 0.15 0.2 0.05 0.1 0.15 0.2
f (mm/rev) f (mm/rev)
Small Tools 2) Improve chip control dividing tool passes into 2; roughing and finishing
l When chip control is not good in 1 pass machining
_Use Goose-neck Holders or Sleeve Holders Countermeasures (1)
Finishing by Goose-neck Holder
Roughing and finishing at one
time by conventional toolholder