Каталог Kyocera пластины TQ для нарезания резьбы c прессованным стружколомом - страница 2
Навигация
 Основной каталог Kyocera 2021 - 2022
Основной каталог Kyocera 2021 - 2022 Каталог Kyocera фрезы MFH для высокоскоростной обработки
Каталог Kyocera фрезы MFH для высокоскоростной обработки Каталог Kyocera пластины с CVD покрытием для обработки стали
Каталог Kyocera пластины с CVD покрытием для обработки стали Каталог микроинструмента Kyocera 2015-2016
Каталог микроинструмента Kyocera 2015-2016 Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы Каталог Kyocera фрезы MFK высокоэффективные фрезы для обработки чугуна
Каталог Kyocera фрезы MFK высокоэффективные фрезы для обработки чугуна 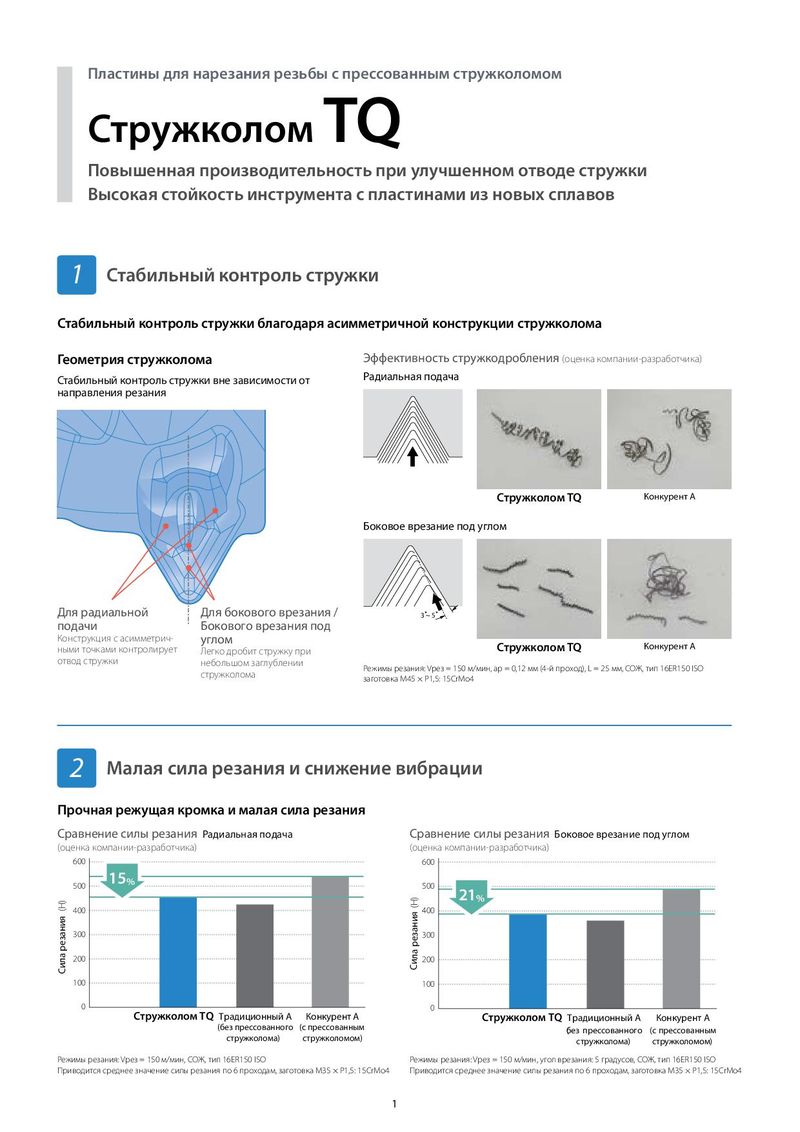
Пластины для нарезания резьбы с прессованным стружколомом Стружколом TQ Повышенная производительность при улучшенном отводе стружки Высокая стойкость инструмента с пластинами из новых сплавов 1 Стабильный контроль стружки Стабильный контроль стружки благодаря асимметричной конструкции стружколома Геометрия стружколома Эффективность стружкодробления (оценка компании-разработчика) Стабильный контроль стружки вне зависимости от Радиальная подача направления резания Стружколом TQ Конкурент А Боковое врезание под углом Для радиальной Для бокового врезания / 3~5 подачи Бокового врезания под Конструкция с асимметрич- углом Стружколом TQ Конкурент А ными точками контролирует Легко дробит стружку при отвод стружки небольшом заглублении Режимы резания: Vрез = 150 м/мин, ap = 0,12 мм (4-й проход), L = 25 мм, СОЖ, тип 16ER150 ISO стружколома заготовка M45 × P1,5: 15CrMo4 2 Малая сила резания и снижение вибрации Прочная режущая кромка и малая сила резания Сравнение силы резания Радиальная подача Сравнение силы резания Боковое врезание под углом (оценка компании-разработчика) (оценка компании-разработчика) 600 600 500 15% 500 Сила резания (Н) Сила резания (Н) 21% 400 400 300 300 200 200 100 100 0 0 Стружколом TQ Традиционный A Конкурент А Стружколом TQ Традиционный A Конкурент А (без прессованного (с прессованным б( ез прессованного (с прессованным стружколома) стружколомом) стружколома) стружколомом) Режимы резания: Vрез = 150 м/мин, СОЖ, тип 16ER150 ISO Режимы резания: Vрез = 150 м/мин, угол врезания: 5 градусов, СОЖ, тип 16ER150 ISO Приводится среднее значение силы резания по 6 проходам, заготовка M35 × P1,5: 15CrMo4 Приводится среднее значение силы резания по 6 проходам, заготовка M35 × P1,5: 15CrMo4 1