Каталог микроинструмента Kyocera 2015-2016 - страница 86
Навигация
 Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV
Каталог Kyocera высокоэффективные сверла со сменными пластинами DRV Каталог Kyocera фрезы MRX с позитивными круглыми пластинами
Каталог Kyocera фрезы MRX с позитивными круглыми пластинами Каталог Kyocera фрезы MFK высокоэффективные фрезы для обработки чугуна
Каталог Kyocera фрезы MFK высокоэффективные фрезы для обработки чугуна Каталог Kyocera пластины с CVD покрытием для обработки стали
Каталог Kyocera пластины с CVD покрытием для обработки стали Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы
Каталог Kyocera фрезы MEC высокопроизводительные концевые и торцевые фрезы 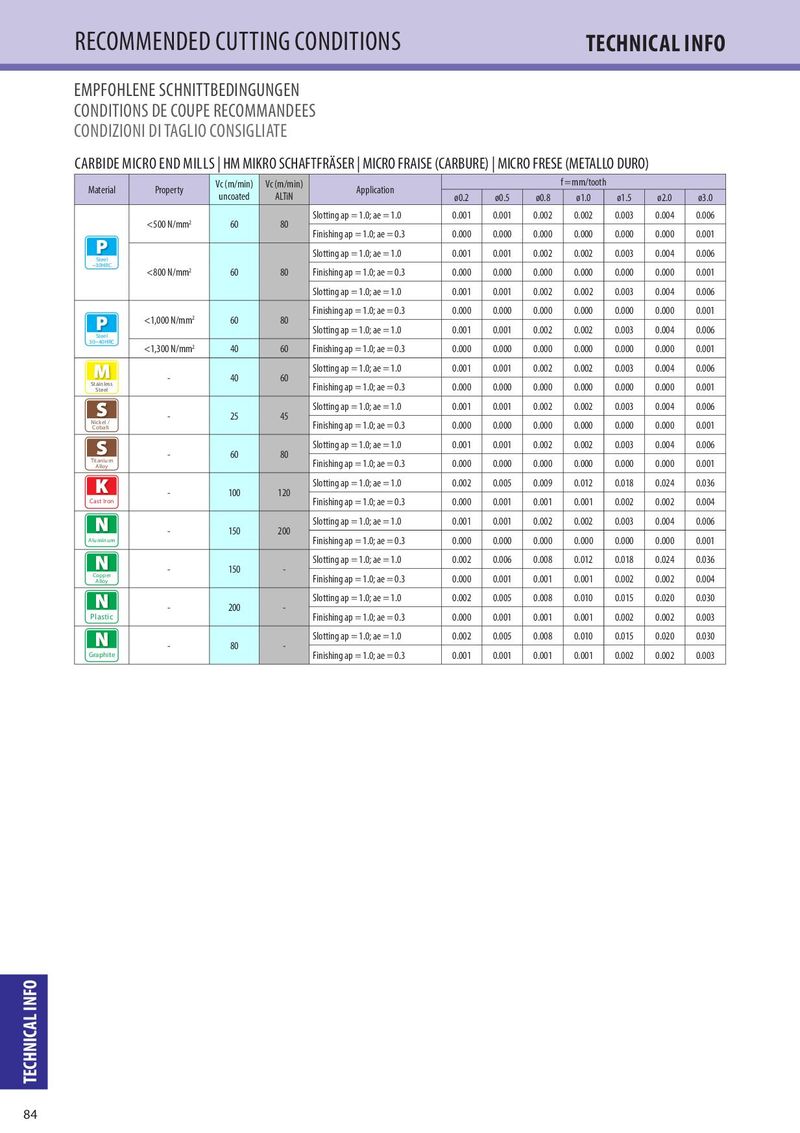
RECOMMENDED CUTTING CONDITIONS TECHNICAL INFO EMPFOHLENE SCHNITTBEDINGUNGEN CONDITIONS DE COUPE RECOMMANDEES CONDIZIONI DI TAGLIO CONSIGLIATE CARBIDE MICRO END MILLS | HM MIKRO SCHAFTFRÄSER | MICRO FRAISE (CARBURE) | MICRO FRESE (METALLO DURO) Vc (m/min) Vc (m/min) f = mm/tooth Material Property Application uncoated ALTiN ø0.2 ø0.5 ø0.8 ø1.0 ø1.5 ø2.0 ø3.0 Slotting ap = 1.0; ae = 1.0 0.001 0.001 0.002 0.002 0.003 0.004 0.006 <500 N/mm 2 60 80 Finishing ap = 1.0; ae = 0.3 0.000 0.000 0.000 0.000 0.000 0.000 0.001 Slotting ap = 1.0; ae = 1.0 0.001 0.001 0.002 0.002 0.003 0.004 0.006 Steel ~30HRC <800 N/mm 2 60 80 Finishing ap = 1.0; ae = 0.3 0.000 0.000 0.000 0.000 0.000 0.000 0.001 Slotting ap = 1.0; ae = 1.0 0.001 0.001 0.002 0.002 0.003 0.004 0.006 Finishing ap = 1.0; ae = 0.3 0.000 0.000 0.000 0.000 0.000 0.000 0.001 <1,000 N/mm 2 60 80 Slotting ap = 1.0; ae = 1.0 0.001 0.001 0.002 0.002 0.003 0.004 0.006 Steel 30~40HRC <1,300 N/mm 2 40 60 Finishing ap = 1.0; ae = 0.3 0.000 0.000 0.000 0.000 0.000 0.000 0.001 Slotting ap = 1.0; ae = 1.0 0.001 0.001 0.002 0.002 0.003 0.004 0.006 - 40 60 Stainless Steel Finishing ap = 1.0; ae = 0.3 0.000 0.000 0.000 0.000 0.000 0.000 0.001 Slotting ap = 1.0; ae = 1.0 0.001 0.001 0.002 0.002 0.003 0.004 0.006 - 25 45 Nickel / Cobalt Finishing ap = 1.0; ae = 0.3 0.000 0.000 0.000 0.000 0.000 0.000 0.001 Slotting ap = 1.0; ae = 1.0 0.001 0.001 0.002 0.002 0.003 0.004 0.006 - 60 80 Titanium Alloy Finishing ap = 1.0; ae = 0.3 0.000 0.000 0.000 0.000 0.000 0.000 0.001 Slotting ap = 1.0; ae = 1.0 0.002 0.005 0.009 0.012 0.018 0.024 0.036 - 100 120 Cast Iron Finishing ap = 1.0; ae = 0.3 0.000 0.001 0.001 0.001 0.002 0.002 0.004 Slotting ap = 1.0; ae = 1.0 0.001 0.001 0.002 0.002 0.003 0.004 0.006 - 150 200 Aluminum Finishing ap = 1.0; ae = 0.3 0.000 0.000 0.000 0.000 0.000 0.000 0.001 Slotting ap = 1.0; ae = 1.0 0.002 0.006 0.008 0.012 0.018 0.024 0.036 - 150 - Copper Alloy Finishing ap = 1.0; ae = 0.3 0.000 0.001 0.001 0.001 0.002 0.002 0.004 Slotting ap = 1.0; ae = 1.0 0.002 0.005 0.008 0.010 0.015 0.020 0.030 - 200 - Plastic Finishing ap = 1.0; ae = 0.3 0.000 0.001 0.001 0.001 0.002 0.002 0.003 Slotting ap = 1.0; ae = 1.0 0.002 0.005 0.008 0.010 0.015 0.020 0.030 - 80 - Graphite Finishing ap = 1.0; ae = 0.3 0.001 0.001 0.001 0.001 0.002 0.002 0.003 TECHNICAL INFO 84 2015_KUTDE_MIT_Catalog_TZZ00058.indd 84 04.03.2016 07:54:20