Основной каталог Kennametal вращающиеся инструменты 2018 - страница 990
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1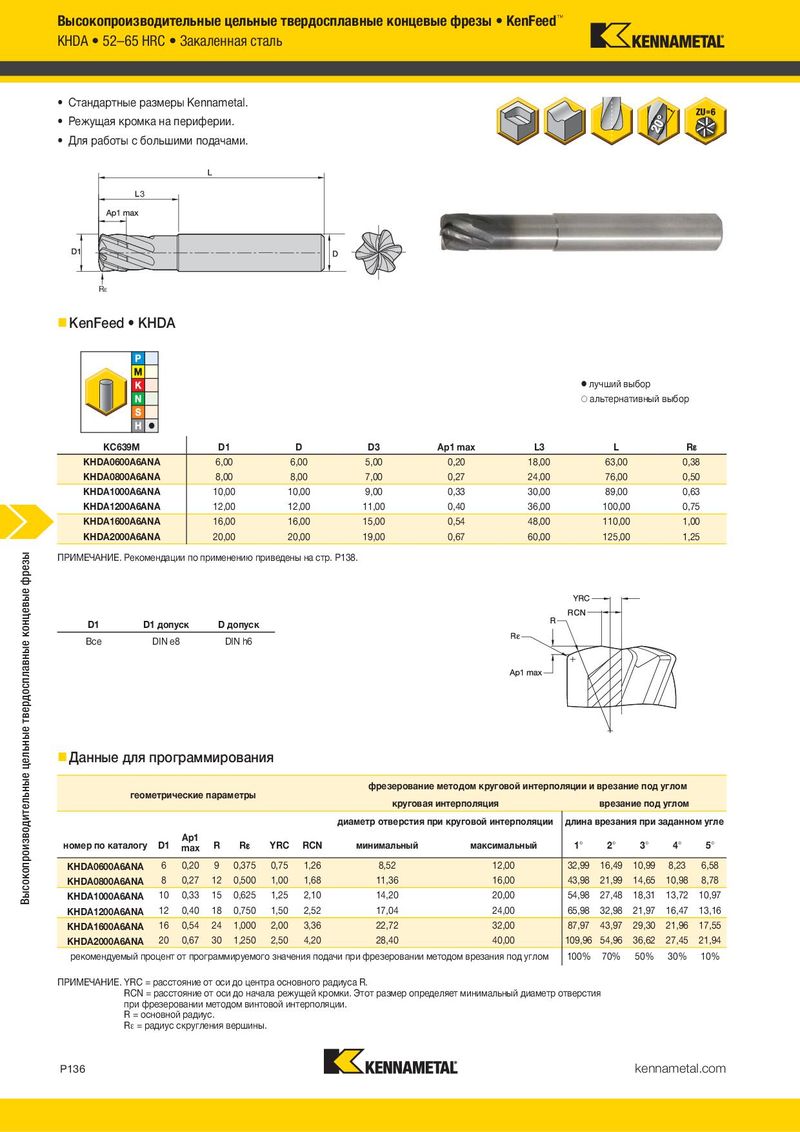
Высокопроизводительные цельные твердосплавные концевые фрезы • KenFeed™ KHDA • 52–65 HRC • Закаленная сталь • Стандартные размеры Kennametal. • Режущая кромка на периферии. • Для работы с большими подачами. 3 Rε KenFeed • KHDA ⅷ лучший выбор ࠗ альтернативный выбор KC639M D1 D D3 Ap1 max L3 L R¡ KHDA0600A6ANA 6,00 6,00 5,00 0,20 18,00 63,00 0,38 KHDA0800A6ANA 8,00 8,00 7,00 0,27 24,00 76,00 0,50 KHDA1000A6ANA 10,00 10,00 9,00 0,33 30,00 89,00 0,63 KHDA1200A6ANA 12,00 12,00 11,00 0,40 36,00 100,00 0,75 KHDA1600A6ANA 16,00 16,00 15,00 0,54 48,00 110,00 1,00 KHDA2000A6ANA 20,00 20,00 19,00 0,67 60,00 125,00 1,25 Высокопроизводительные цельные твердосплавные концевые фрезы ПРИМЕЧАНИЕ. Рекомендации по применению приведены на стр. P138. D1 D1 допуск D допуск Bce DIN e8 DIN h6 Данные для программирования фрезерование методом круговой интерполяции и врезание под углом геометрические параметры круговая интерполяция врезание под углом диаметр отверстия при круговой интерполяции длина врезания при заданном угле номер по каталогу D1 Ap1 R R¡ YRC RCN минимальный максимальный 1° 2° 3° 4° 5° max KHDA0600A6ANA 6 0,20 9 0,375 0,75 1,26 8,52 12,00 32,99 16,49 10,99 8,23 6,58 KHDA0800A6ANA 8 0,27 12 0,500 1,00 1,68 11,36 16,00 43,98 21,99 14,65 10,98 8,78 KHDA1000A6ANA 10 0,33 15 0,625 1,25 2,10 14,20 20,00 54,98 27,48 18,31 13,72 10,97 KHDA1200A6ANA 12 0,40 18 0,750 1,50 2,52 17,04 24,00 65,98 32,98 21,97 16,47 13,16 KHDA1600A6ANA 16 0,54 24 1,000 2,00 3,36 22,72 32,00 87,97 43,97 29,30 21,96 17,55 KHDA2000A6ANA 20 0,67 30 1,250 2,50 4,20 28,40 40,00 109,96 54,96 36,62 27,45 21,94 рекомендуемый процент от программируемого значения подачи при фрезеровании методом врезания под углом 100% 70% 50% 30% 10% ПРИМЕЧАНИЕ. YRC = расстояние от оси до центра основного радиуса R. RCN = расстояние от оси до начала режущей кромки. Этот размер определяет минимальный диаметр отверстия при фрезеровании методом винтовой интерполяции. R = основной радиус. R¡ = радиус cкругления вершины. P136 kennametal.com