Основной каталог Kennametal вращающиеся инструменты 2018 - страница 373
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1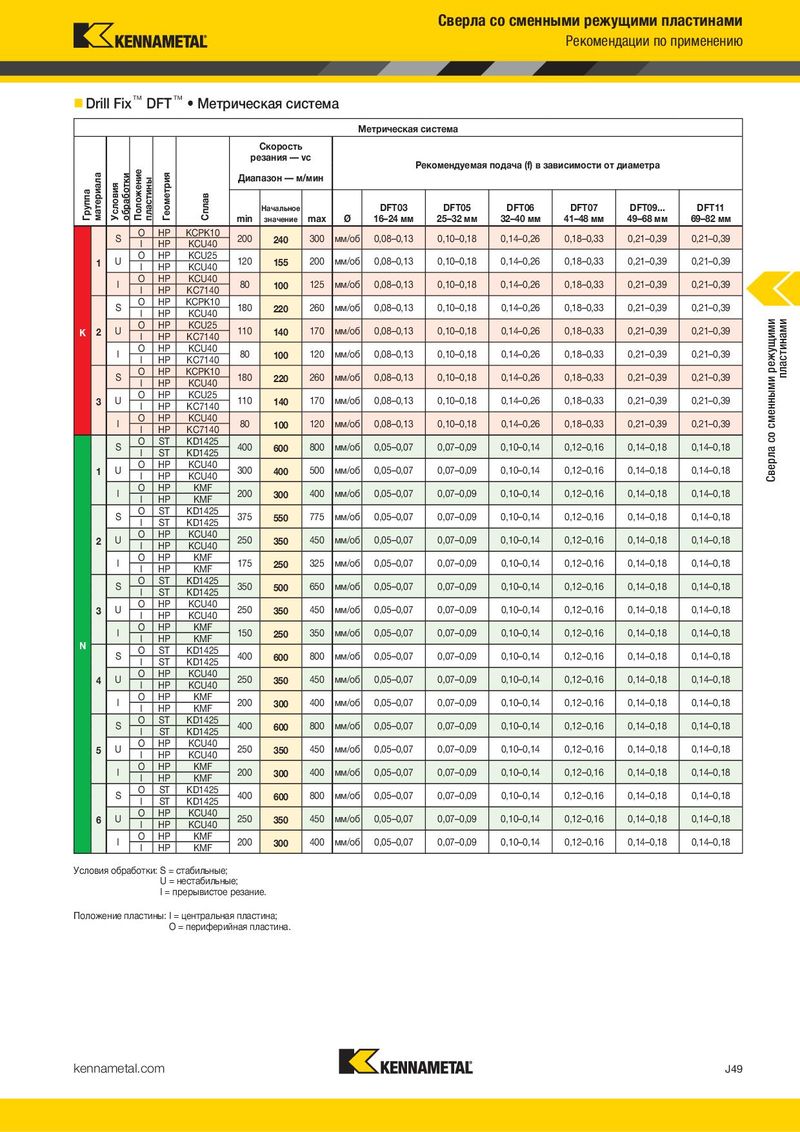
Сверла со сменными режущими пластинами Рекомендации по применению Drill Fix™ DFT™ • Метрическая система Метрическая система Скорость резания — vc Рекомендуемая подача (f) в зависимости от диаметра материала Условия обработки Положение пластины Геометрия Диапазон — м/мин Группа Сплав Начальное DFT03 DFT05 DFT06 DFT07 DFT09... DFT11 min значение max Ø 16–24 мм 25–32 мм 32–40 мм 41–48 мм 49–68 мм 69–82 мм S O HP KCPK10 200 240 300 мм/об 0,08–0,13 0,10–0,18 0,14–0,26 0,18–0,33 0,21–0,39 0,21–0,39 I HP KCU40 1 U O HP KCU25 120 155 200 мм/об 0,08–0,13 0,10–0,18 0,14–0,26 0,18–0,33 0,21–0,39 0,21–0,39 I HP KCU40 I O HP KCU40 80 100 125 мм/об 0,08–0,13 0,10–0,18 0,14–0,26 0,18–0,33 0,21–0,39 0,21–0,39 I HP KC7140 S O HP KCPK10 180 220 260 мм/об 0,08–0,13 0,10–0,18 0,14–0,26 0,18–0,33 0,21–0,39 0,21–0,39 I HP KCU40 Сверла со сменными режущими пластинами K 2 U O HP KCU25 110 140 170 мм/об 0,08–0,13 0,10–0,18 0,14–0,26 0,18–0,33 0,21–0,39 0,21–0,39 I HP KC7140 I O HP KCU40 80 100 120 мм/об 0,08–0,13 0,10–0,18 0,14–0,26 0,18–0,33 0,21–0,39 0,21–0,39 I HP KC7140 S O HP KCPK10 180 220 260 мм/об 0,08–0,13 0,10–0,18 0,14–0,26 0,18–0,33 0,21–0,39 0,21–0,39 I HP KCU40 3 U O HP KCU25 110 140 170 мм/об 0,08–0,13 0,10–0,18 0,14–0,26 0,18–0,33 0,21–0,39 0,21–0,39 I HP KC7140 I O HP KCU40 80 100 120 мм/об 0,08–0,13 0,10–0,18 0,14–0,26 0,18–0,33 0,21–0,39 0,21–0,39 I HP KC7140 S O ST KD1425 400 600 800 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I ST KD1425 1 U O HP KCU40 300 400 500 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I HP KCU40 I O HP KMF 200 300 400 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I HP KMF S O ST KD1425 375 550 775 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I ST KD1425 2 U O HP KCU40 250 350 450 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I HP KCU40 I O HP KMF 175 250 325 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I HP KMF S O ST KD1425 350 500 650 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I ST KD1425 3 U O HP KCU40 250 350 450 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I HP KCU40 I O HP KMF 150 250 350 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 N I HP KMF S O ST KD1425 400 600 800 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I ST KD1425 4 U O HP KCU40 250 350 450 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I HP KCU40 I O HP KMF 200 300 400 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I HP KMF S O ST KD1425 400 600 800 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I ST KD1425 5 U O HP KCU40 250 350 450 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I HP KCU40 I O HP KMF 200 300 400 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I HP KMF S O ST KD1425 400 600 800 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I ST KD1425 6 U O HP KCU40 250 350 450 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I HP KCU40 I O HP KMF 200 300 400 мм/об 0,05–0,07 0,07–0,09 0,10–0,14 0,12–0,16 0,14–0,18 0,14–0,18 I HP KMF Условия обработки: S = стабильные; U = нестабильные; I = прерывистое резание. Положение пластины: I = центральная пластина; O = периферийная пластина. kennametal.com J49