Основной каталог Kennametal вращающиеся инструменты 2018 - страница 241
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1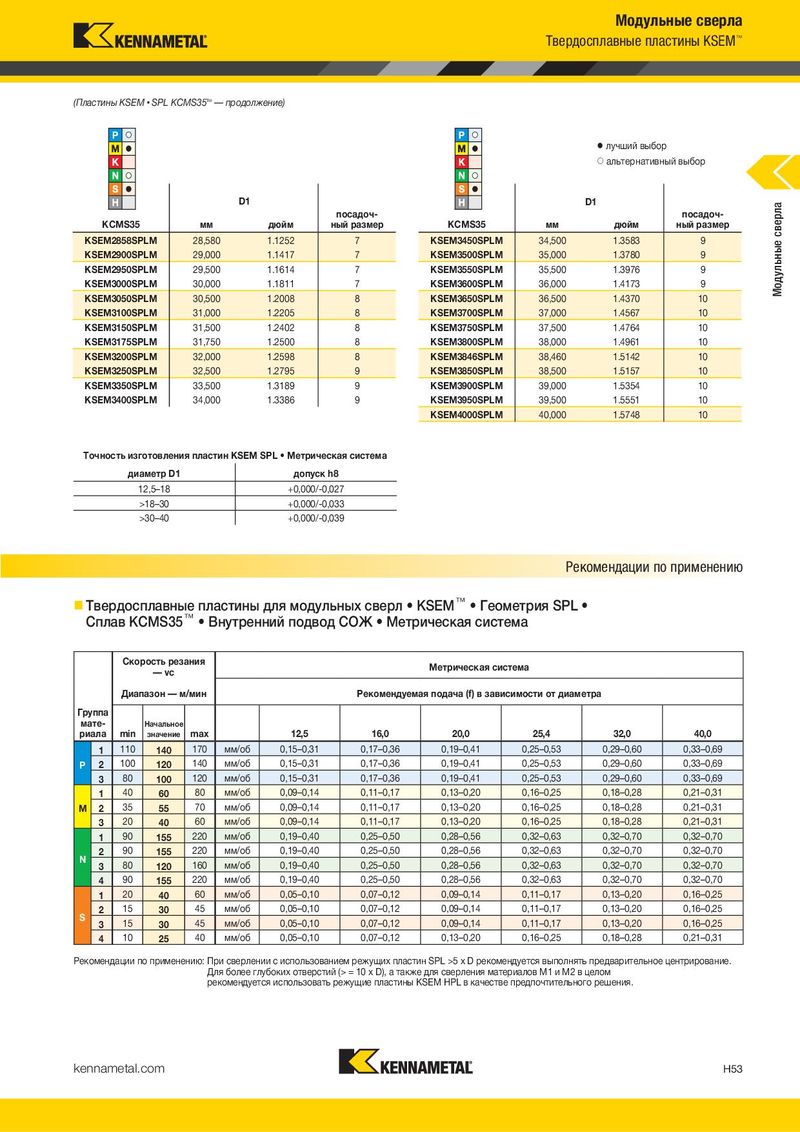
Модульные сверла Твердосплавные пластины KSEM™ (Пластины KSEM • SPL KCMS35TM — продолжение) ⅷ лучший выбор ࠗ альтернативный выбор D1 D1 Модульные сверла посадоч- посадоч- KCMS35 мм дюйм ный размер KCMS35 мм дюйм ный размер KSEM2858SPLM 28,580 1.1252 7 KSEM3450SPLM 34,500 1.3583 9 KSEM2900SPLM 29,000 1.1417 7 KSEM3500SPLM 35,000 1.3780 9 KSEM2950SPLM 29,500 1.1614 7 KSEM3550SPLM 35,500 1.3976 9 KSEM3000SPLM 30,000 1.1811 7 KSEM3600SPLM 36,000 1.4173 9 KSEM3050SPLM 30,500 1.2008 8 KSEM3650SPLM 36,500 1.4370 10 KSEM3100SPLM 31,000 1.2205 8 KSEM3700SPLM 37,000 1.4567 10 KSEM3150SPLM 31,500 1.2402 8 KSEM3750SPLM 37,500 1.4764 10 KSEM3175SPLM 31,750 1.2500 8 KSEM3800SPLM 38,000 1.4961 10 KSEM3200SPLM 32,000 1.2598 8 KSEM3846SPLM 38,460 1.5142 10 KSEM3250SPLM 32,500 1.2795 9 KSEM3850SPLM 38,500 1.5157 10 KSEM3350SPLM 33,500 1.3189 9 KSEM3900SPLM 39,000 1.5354 10 KSEM3400SPLM 34,000 1.3386 9 KSEM3950SPLM 39,500 1.5551 10 KSEM4000SPLM 40,000 1.5748 10 Точность изготовления пластин KSEM SPL • Метрическая система диаметр D1 допуск h8 12,5–18 +0,000/-0,027 >18–30 +0,000/-0,033 >30–40 +0,000/-0,039 Рекомендации по применению Твердосплавные пластины для модульных сверл • KSEM™ • Геометрия SPL • Сплав KCMS35™ • Внутренний подвод СОЖ • Метрическая система Скорость резания Метрическая система — vc Диапазон — м/мин Рекомендуемая подача (f) в зависимости от диаметра Группа мате- Начальное риала min значение max 12,5 16,0 20,0 25,4 32,0 40,0 1 110 140 170 мм/об 0,15–0,31 0,17–0,36 0,19–0,41 0,25–0,53 0,29–0,60 0,33–0,69 P 2 100 120 140 мм/об 0,15–0,31 0,17–0,36 0,19–0,41 0,25–0,53 0,29–0,60 0,33–0,69 3 80 100 120 мм/об 0,15–0,31 0,17–0,36 0,19–0,41 0,25–0,53 0,29–0,60 0,33–0,69 1 40 60 80 мм/об 0,09–0,14 0,11–0,17 0,13–0,20 0,16–0,25 0,18–0,28 0,21–0,31 M 2 35 55 70 мм/об 0,09–0,14 0,11–0,17 0,13–0,20 0,16–0,25 0,18–0,28 0,21–0,31 3 20 40 60 мм/об 0,09–0,14 0,11–0,17 0,13–0,20 0,16–0,25 0,18–0,28 0,21–0,31 1 90 155 220 мм/об 0,19–0,40 0,25–0,50 0,28–0,56 0,32–0,63 0,32–0,70 0,32–0,70 N 2 90 155 220 мм/об 0,19–0,40 0,25–0,50 0,28–0,56 0,32–0,63 0,32–0,70 0,32–0,70 3 80 120 160 мм/об 0,19–0,40 0,25–0,50 0,28–0,56 0,32–0,63 0,32–0,70 0,32–0,70 4 90 155 220 мм/об 0,19–0,40 0,25–0,50 0,28–0,56 0,32–0,63 0,32–0,70 0,32–0,70 1 20 40 60 мм/об 0,05–0,10 0,07–0,12 0,09–0,14 0,11–0,17 0,13–0,20 0,16–0,25 S 2 15 30 45 мм/об 0,05–0,10 0,07–0,12 0,09–0,14 0,11–0,17 0,13–0,20 0,16–0,25 3 15 30 45 мм/об 0,05–0,10 0,07–0,12 0,09–0,14 0,11–0,17 0,13–0,20 0,16–0,25 4 10 25 40 мм/об 0,05–0,10 0,07–0,12 0,13–0,20 0,16–0,25 0,18–0,28 0,21–0,31 Рекомендации по применению: При сверлении с использованием режущих пластин SPL >5 x D рекомендуется выполнять предварительное центрирование. Для более глубоких отверстий (> = 10 x D), а также для сверления материалов M1 и M2 в целом рекомендуется использовать режущие пластины KSEM HPL в качестве предпочтительного решения. kennametal.com H53