Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1590
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1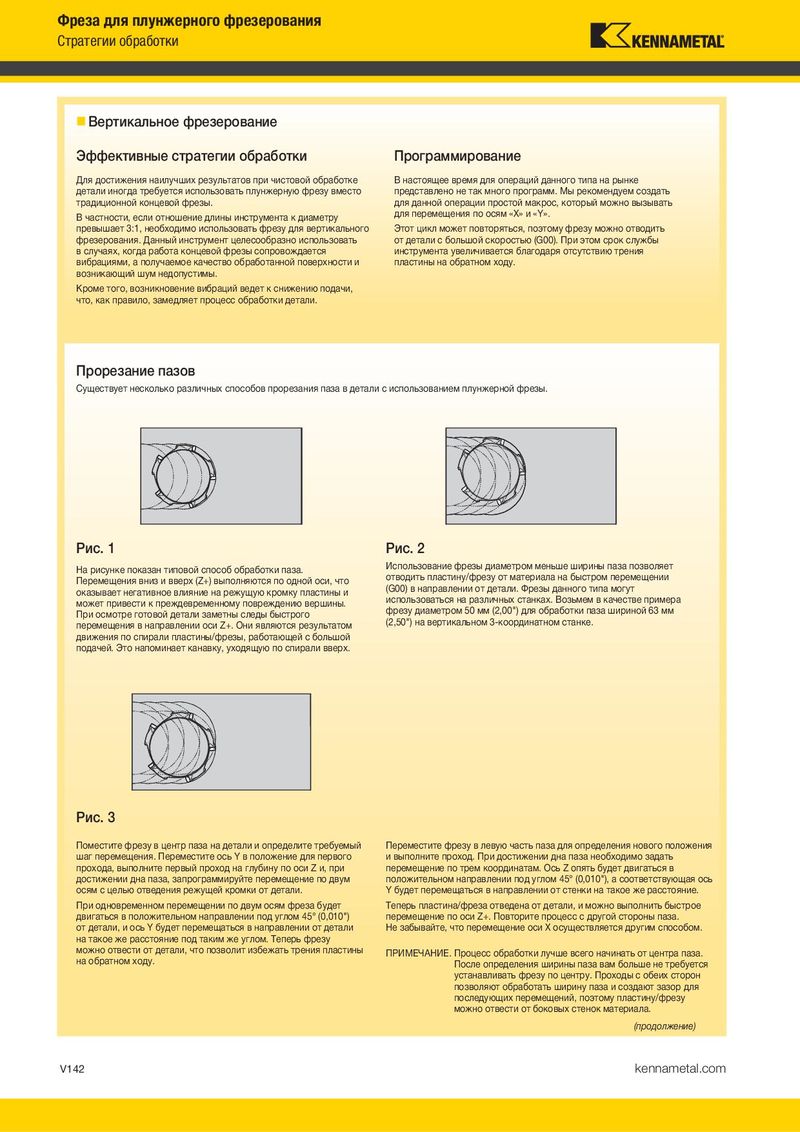
Фреза для плунжерного фрезерования Стратегии обработки Вертикальное фрезерование Эффективные стратегии обработки Программирование Для достижения наилучших результатов при чистовой обработке В настоящее время для операций данного типа на рынке детали иногда требуется использовать плунжерную фрезу вместо представлено не так много программ. Мы рекомендуем создать традиционной концевой фрезы. для данной операции простой макрос, который можно вызывать В частности, если отношение длины инструмента к диаметру для перемещения по осям «X» и «Y». превышает 3:1, необходимо использовать фрезу для вертикального Этот цикл может повторяться, поэтому фрезу можно отводить фрезерования. Данный инструмент целесообразно использовать от детали с большой скоростью (G00). При этом срок службы в случаях, когда работа концевой фрезы сопровождается инструмента увеличивается благодаря отсутствию трения вибрациями, а получаемое качество обработанной поверхности и пластины на обратном ходу. возникающий шум недопустимы. Кроме того, возникновение вибраций ведет к снижению подачи, что, как правило, замедляет процесс обработки детали. Прорезание пазов Существует несколько различных способов прорезания паза в детали с использованием плунжерной фрезы. Рис. 1 Рис. 2 На рисунке показан типовой способ обработки паза. Использование фрезы диаметром меньше ширины паза позволяет Перемещения вниз и вверх (Z+) выполняются по одной оси, что отводить пластину/фрезу от материала на быстром перемещении оказывает негативное влияние на режущую кромку пластины и (G00) в направлении от детали. Фрезы данного типа могут может привести к преждевременному повреждению вершины. использоваться на различных станках. Возьмем в качестве примера При осмотре готовой детали заметны следы быстрого фрезу диаметром 50 мм (2,00") для обработки паза шириной 63 мм перемещения в направлении оси Z+. Они являются результатом (2,50") на вертикальном 3-координатном станке. движения по спирали пластины/фрезы, работающей с большой подачей. Это напоминает канавку, уходящую по спирали вверх. Рис. 3 Поместите фрезу в центр паза на детали и определите требуемый Переместите фрезу в левую часть паза для определения нового положения шаг перемещения. Переместите ось Y в положение для первого и выполните проход. При достижении дна паза необходимо задать прохода, выполните первый проход на глубину по оси Z и, при перемещение по трем координатам. Ось Z опять будет двигаться в достижении дна паза, запрограммируйте перемещение по двум положительном направлении под углом 45° (0,010"), а соответствующая ось осям с целью отведения режущей кромки от детали. Y будет перемещаться в направлении от стенки на такое же расстояние. При одновременном перемещении по двум осям фреза будет Теперь пластина/фреза отведена от детали, и можно выполнить быстрое двигаться в положительном направлении под углом 45° (0,010") перемещение по оси Z+. Повторите процесс с другой стороны паза. от детали, и ось Y будет перемещаться в направлении от детали Не забывайте, что перемещение оси X осуществляется другим способом. на такое же расстояние под таким же углом. Теперь фрезу можно отвести от детали, что позволит избежать трения пластины ПРИМЕЧАНИЕ. Процесс обработки лучше всего начинать от центра паза. на обратном ходу. После определения ширины паза вам больше не требуется устанавливать фрезу по центру. Проходы с обеих сторон позволяют обработать ширину паза и создают зазор для последующих перемещений, поэтому пластину/фрезу можно отвести от боковых стенок материала. (продолжение) V142 kennametal.com