Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1385
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1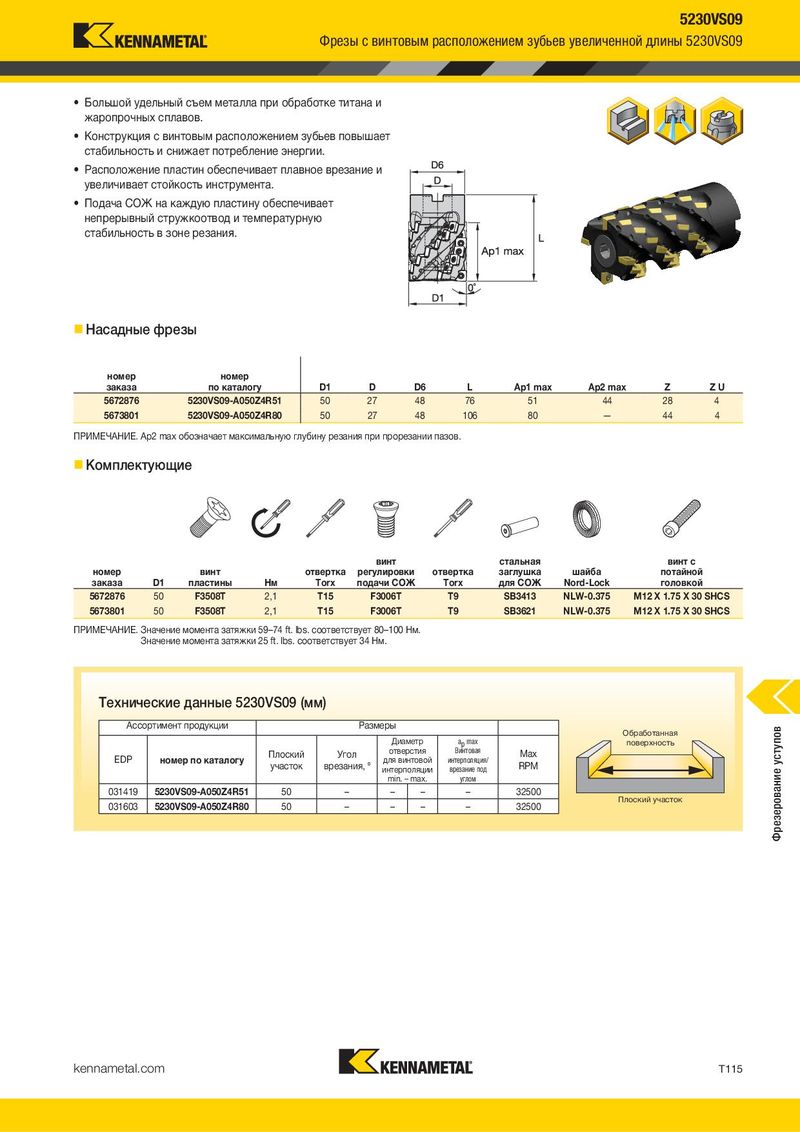
5230VS09 Фрезы с винтовым расположением зубьев увеличенной длины 5230VS09 • Большой удельный съем металла при обработке титана и жаропрочных сплавов. • Конструкция с винтовым расположением зубьев повышает стабильность и снижает потребление энергии. • Расположение пластин обеспечивает плавное врезание и увеличивает стойкость инструмента. • Подача СОЖ на каждую пластину обеспечивает непрерывный стружкоотвод и температурную стабильность в зоне резания. Насадные фрезы номер номер заказа по каталогу D1 D D6 L Ap1 max Ap2 max Z ZU 5672876 5230VS09-A050Z4R51 50 27 48 76 51 44 28 4 5673801 5230VS09-A050Z4R80 50 27 48 106 80 — 44 4 ПРИМЕЧАНИЕ. Ap2 max обозначает максимальную глубину резания при прорезании пазов. Комплектующие винт стальная винт с номер винт oтвертка регулировки oтвертка заглушка шайба потайной заказа D1 пластины Нм Torx подачи СОЖ Torx для СОЖ Nord-Lock головкой 5672876 50 F3508T 2,1 T15 F3006T T9 SB3413 NLW-0.375 M12 X 1.75 X 30 SHCS 5673801 50 F3508T 2,1 T15 F3006T T9 SB3621 NLW-0.375 M12 X 1.75 X 30 SHCS ПРИМЕЧАНИЕ. Значение момента затяжки 59–74 ft. lbs. соответствует 80–100 Нм. Значение момента затяжки 25 ft. lbs. соответствует 34 Нм. Технические данные 5230VS09 (мм) Ассортимент продукции Размеры Обработанная Фрезерование уступов Диаметр ap max поверхность Плоский Угол отверстия Винтовая Max EDP номер по каталогу участок врезания, º для винтовой интерполяция/ RPM интерполяции врезание под min. – max. углом 031419 5230VS09-A050Z4R51 50 – – – – 32500 Плоский участок 031603 5230VS09-A050Z4R80 50 – – – – 32500 kennametal.com T115