Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1364
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1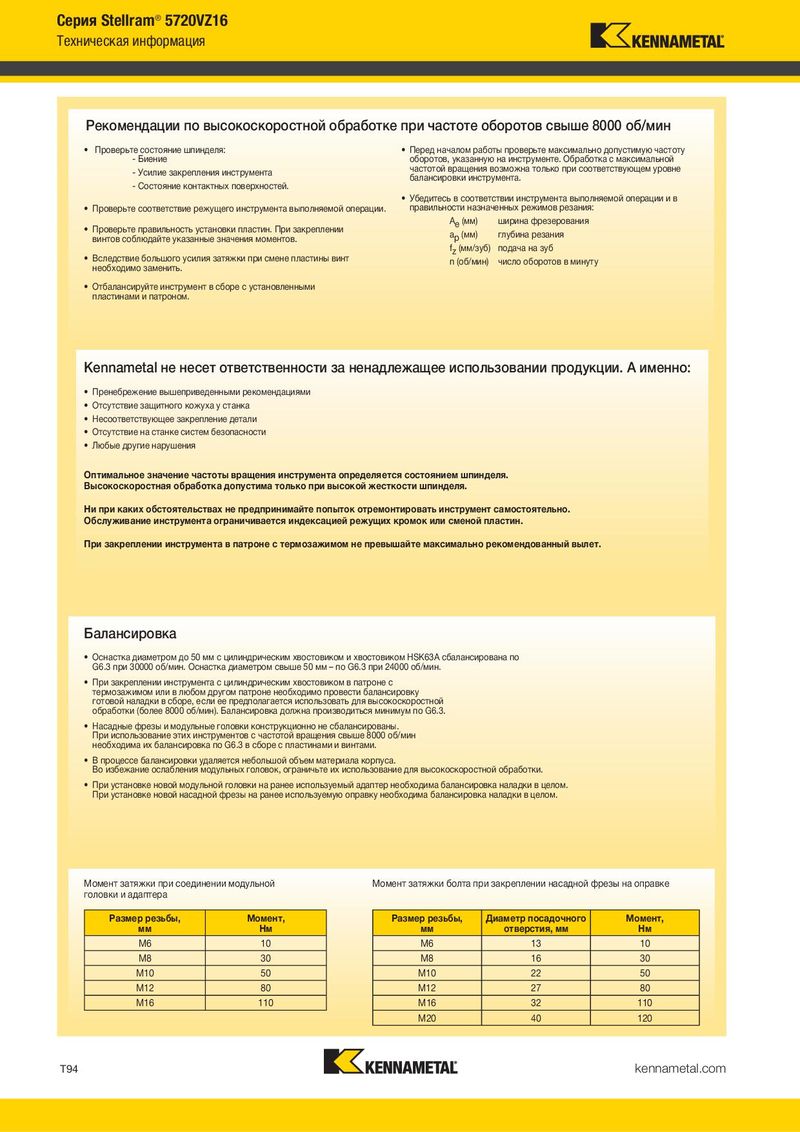
Серия Stellram® 5720VZ16 Техническая информация Рекомендации по высокоскоростной обработке при частоте оборотов свыше 8000 об/мин • Проверьте состояние шпинделя: • Перед началом работы проверьте максимально допустимую частоту - Биение оборотов, указанную на инструменте. Обработка с максимальной - Усилие закрепления инструмента частотой вращения возможна только при соответствующем уровне - Состояние контактных поверхностей. балансировки инструмента. • Убедитесь в соответствии инструмента выполняемой операции и в • Проверьте соответствие режущего инструмента выполняемой операции. правильности назначенных режимов резания: • Проверьте правильность установки пластин. При закреплении Ae (мм) ширина фрезерования винтов соблюдайте указанные значения моментов. ap (мм) глубина резания fz (мм/зуб) подача на зуб • Вследствие большого усилия затяжки при смене пластины винт n (об/мин) число оборотов в минуту необходимо заменить. • Отбалансируйте инструмент в сборе с установленными пластинами и патроном. Kennametal не несет ответственности за ненадлежащее использовании продукции. А именно: • Пренебрежение вышеприведенными рекомендациями • Отсутствие защитного кожуха у станка • Несоответствующее закрепление детали • Отсутствие на станке систем безопасности • Любые другие нарушения Оптимальное значение частоты вращения инструмента определяется состоянием шпинделя. Высокоскоростная обработка допустима только при высокой жесткости шпинделя. Ни при каких обстоятельствах не предпринимайте попыток отремонтировать инструмент самостоятельно. Обслуживание инструмента ограничивается индексацией режущих кромок или сменой пластин. При закреплении инструмента в патроне с термозажимом не превышайте максимально рекомендованный вылет. Балансировка • Оснастка диаметром до 50 мм с цилиндрическим хвостовиком и хвостовиком HSK63A сбалансирована по G6.3 при 30000 об/мин. Оснастка диаметром свыше 50 мм – по G6.3 при 24000 об/мин. • При закреплении инструмента с цилиндрическим хвостовиком в патроне с термозажимом или в любом другом патроне необходимо провести балансировку готовой наладки в сборе, если ее предполагается использовать для высокоскоростной обработки (более 8000 об/мин). Балансировка должна производиться минимум по G6.3. • Насадные фрезы и модульные головки конструкционно не сбалансированы. При использование этих инструментов с частотой вращения свыше 8000 об/мин необходима их балансировка по G6.3 в сборе с пластинами и винтами. • В процессе балансировки удаляется небольшой объем материала корпуса. Во избежание ослабления модульных головок, ограничьте их использование для высокоскоростной обработки. • При установке новой модульной головки на ранее используемый адаптер необходима балансировка наладки в целом. При установке новой насадной фрезы на ранее используемую оправку необходима балансировка наладки в целом. Момент затяжки при соединении модульной Момент затяжки болта при закреплении насадной фрезы на оправке головки и адаптера Размер резьбы, Момент, Размер резьбы, Диаметр посадочного Момент, мм Нм мм отверстия, мм Нм M6 10 M6 13 10 M8 30 M8 16 30 M10 50 M10 22 50 M12 80 M12 27 80 M16 110 M16 32 110 M20 40 120 T94 kennametal.com