Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1333
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1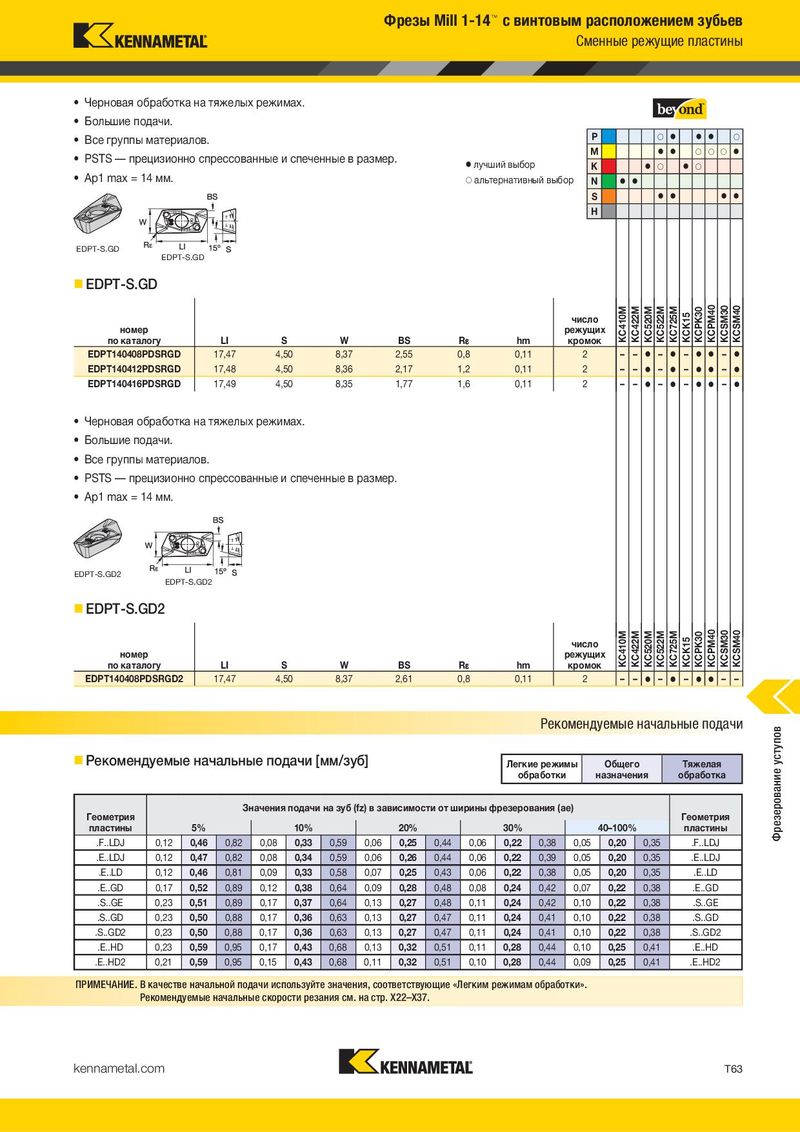
Фрезы Mill 1-14™ с винтовым расположением зубьев Сменные режущие пластины • Черновая обработка на тяжелых режимах. • Большие подачи. • Все группы материалов. P ࠗ ⅷ ⅷ ⅷ ࠗ • PSTS — прецизионно спрессованные и спеченные в размер. M ⅷ ⅷ ࠗ ࠗ ࠗ ⅷ ⅷ лучший выбор K ⅷ ࠗ ⅷ ࠗ • Ap1 max = 14 мм. ࠗ альтернативный выбор N ⅷ ⅷ S ⅷ ⅷ ⅷ ⅷ H EDPT-S.GD EDPT-S.GD EDPT-S.GD число KC410M KC422M KC520M KC522M KC725M KCK15 KCPK30 KCPM40 KCSM30 KCSM40 номер режущих по каталогу LI S W BS R¡ hm кромок EDPT140408PDSRGD 17,47 4,50 8,37 2,55 0,8 0,11 2 – – ⅷ – ⅷ – ⅷ ⅷ – ⅷ EDPT140412PDSRGD 17,48 4,50 8,36 2,17 1,2 0,11 2 – – ⅷ – ⅷ – ⅷ ⅷ – ⅷ EDPT140416PDSRGD 17,49 4,50 8,35 1,77 1,6 0,11 2 – – ⅷ – ⅷ – ⅷ ⅷ – ⅷ • Черновая обработка на тяжелых режимах. • Большие подачи. • Все группы материалов. • PSTS — прецизионно спрессованные и спеченные в размер. • Ap1 max = 14 мм. EDPT-S.GD2 EDPT-S.GD2 EDPT-S.GD2 число KC410M KC422M KC520M KC522M KC725M KCK15 KCPK30 KCPM40 KCSM30 KCSM40 номер режущих по каталогу LI S W BS R¡ hm кромок EDPT140408PDSRGD2 17,47 4,50 8,37 2,61 0,8 0,11 2 – – ⅷ – ⅷ – ⅷ ⅷ – – Рекомендуемые начальные подачи Фрезерование уступов Рекомендуемые начальные подачи [мм/зуб] Легкие режимы Общего Тяжелая обработки назначения обработка Значения подачи на зуб (fz) в зависимости от ширины фрезерования (ae) Геометрия Геометрия пластины 5% 10% 20% 30% 40–100% пластины .F..LDJ 0,12 0,46 0,82 0,08 0,33 0,59 0,06 0,25 0,44 0,06 0,22 0,38 0,05 0,20 0,35 .F..LDJ .E..LDJ 0,12 0,47 0,82 0,08 0,34 0,59 0,06 0,26 0,44 0,06 0,22 0,39 0,05 0,20 0,35 .E..LDJ .E..LD 0,12 0,46 0,81 0,09 0,33 0,58 0,07 0,25 0,43 0,06 0,22 0,38 0,05 0,20 0,35 .E..LD .E..GD 0,17 0,52 0,89 0,12 0,38 0,64 0,09 0,28 0,48 0,08 0,24 0,42 0,07 0,22 0,38 .E..GD .S..GE 0,23 0,51 0,89 0,17 0,37 0,64 0,13 0,27 0,48 0,11 0,24 0,42 0,10 0,22 0,38 .S..GE .S..GD 0,23 0,50 0,88 0,17 0,36 0,63 0,13 0,27 0,47 0,11 0,24 0,41 0,10 0,22 0,38 .S..GD .S..GD2 0,23 0,50 0,88 0,17 0,36 0,63 0,13 0,27 0,47 0,11 0,24 0,41 0,10 0,22 0,38 .S..GD2 .E..HD 0,23 0,59 0,95 0,17 0,43 0,68 0,13 0,32 0,51 0,11 0,28 0,44 0,10 0,25 0,41 .E..HD .E..HD2 0,21 0,59 0,95 0,15 0,43 0,68 0,11 0,32 0,51 0,10 0,28 0,44 0,09 0,25 0,41 .E..HD2 ПРИМЕЧАНИЕ. В качестве начальной подачи используйте значения, соответствующие «Легким режимам обработки». Рекомендуемые начальные скорости резания см. на стр. X22–X37. kennametal.com T63