Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1314
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1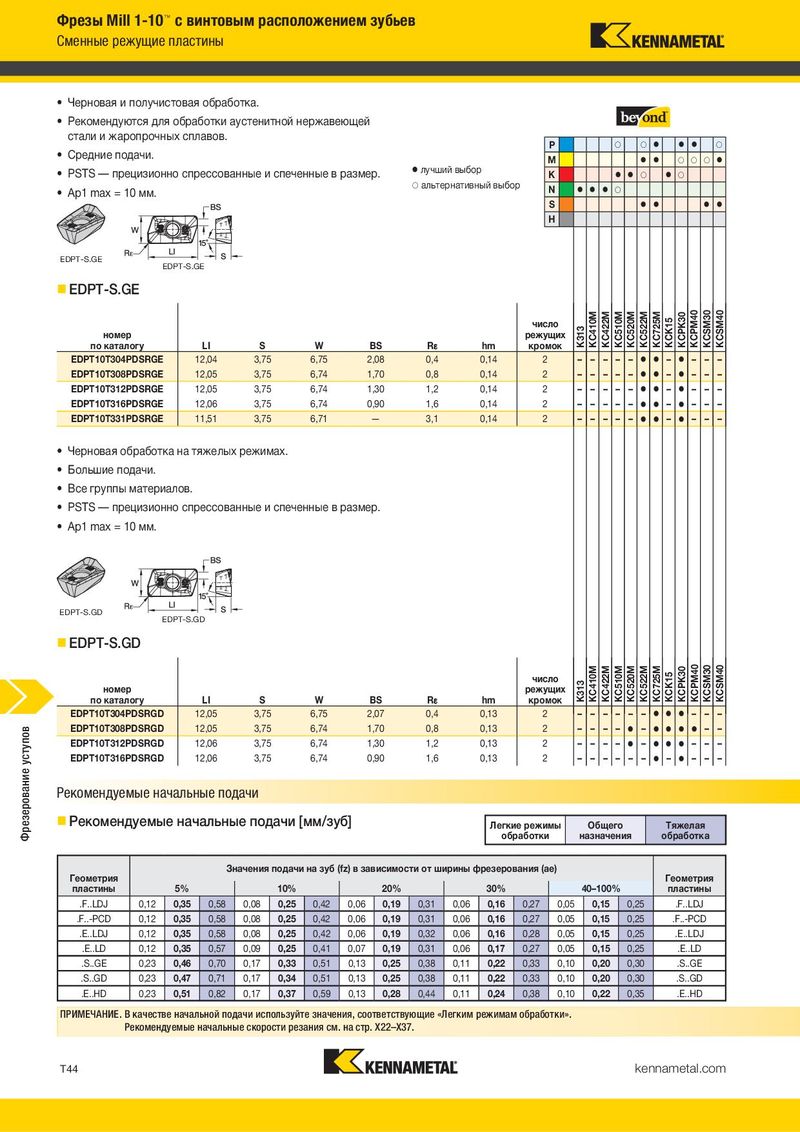
Фрезы Mill 1-10™ с винтовым расположением зубьев Сменные режущие пластины • Черновая и получистовая обработка. • Рекомендуются для обработки аустенитной нержавеющей стали и жаропрочных сплавов. P ࠗ ࠗ ⅷ ⅷ ⅷ ࠗ • Средние подачи. M ⅷ ⅷ ࠗ ࠗ ࠗ ⅷ • PSTS — прецизионно спрессованные и спеченные в размер. ⅷ лучший выбор K ⅷ ⅷ ࠗ ⅷ ࠗ • Ap1 max = 10 мм. ࠗ альтернативный выбор N ⅷ ⅷ ⅷ ࠗ S ⅷ ⅷ ⅷ ⅷ H EDPT-S.GE EDPT-S.GE EDPT-S.GE число K313 KC410M KC422M KC510M KC520M KC522M KC725M KCK15 KCPK30 KCPM40 KCSM30 KCSM40 номер режущих по каталогу LI S W BS R¡ hm кромок EDPT10T304PDSRGE 12,04 3,75 6,75 2,08 0,4 0,14 2 – – – – – ⅷ ⅷ – ⅷ – – – EDPT10T308PDSRGE 12,05 3,75 6,74 1,70 0,8 0,14 2 – – – – – ⅷ ⅷ – ⅷ – – – EDPT10T312PDSRGE 12,05 3,75 6,74 1,30 1,2 0,14 2 – – – – – ⅷ ⅷ – ⅷ – – – EDPT10T316PDSRGE 12,06 3,75 6,74 0,90 1,6 0,14 2 – – – – – ⅷ ⅷ – ⅷ – – – EDPT10T331PDSRGE 11,51 3,75 6,71 — 3,1 0,14 2 – – – – – ⅷ ⅷ – ⅷ – – – • Черновая обработка на тяжелых режимах. • Большие подачи. • Все группы материалов. • PSTS — прецизионно спрессованные и спеченные в размер. • Ap1 max = 10 мм. EDPT-S.GD EDPT-S.GD EDPT-S.GD число K313 KC410M KC422M KC510M KC520M KC522M KC725M KCK15 KCPK30 KCPM40 KCSM30 KCSM40 номер режущих по каталогу LI S W BS R¡ hm кромок EDPT10T304PDSRGD 12,05 3,75 6,75 2,07 0,4 0,13 2 – – – – – – ⅷ ⅷ ⅷ – – – Фрезерование уступов EDPT10T308PDSRGD 12,05 3,75 6,74 1,70 0,8 0,13 2 – – – – ⅷ – ⅷ ⅷ ⅷ ⅷ – – EDPT10T312PDSRGD 12,06 3,75 6,74 1,30 1,2 0,13 2 – – – – ⅷ – ⅷ ⅷ ⅷ – – – EDPT10T316PDSRGD 12,06 3,75 6,74 0,90 1,6 0,13 2 – – – – – – ⅷ – ⅷ – – – Рекомендуемые начальные подачи Рекомендуемые начальные подачи [мм/зуб] Легкие режимы Общего Тяжелая обработки назначения обработка Значения подачи на зуб (fz) в зависимости от ширины фрезерования (ae) Геометрия Геометрия пластины 5% 10% 20% 30% 40–100% пластины .F..LDJ 0,12 0,35 0,58 0,08 0,25 0,42 0,06 0,19 0,31 0,06 0,16 0,27 0,05 0,15 0,25 .F..LDJ .F..-PCD 0,12 0,35 0,58 0,08 0,25 0,42 0,06 0,19 0,31 0,06 0,16 0,27 0,05 0,15 0,25 .F..-PCD .E..LDJ 0,12 0,35 0,58 0,08 0,25 0,42 0,06 0,19 0,32 0,06 0,16 0,28 0,05 0,15 0,25 .E..LDJ .E..LD 0,12 0,35 0,57 0,09 0,25 0,41 0,07 0,19 0,31 0,06 0,17 0,27 0,05 0,15 0,25 .E..LD .S..GE 0,23 0,46 0,70 0,17 0,33 0,51 0,13 0,25 0,38 0,11 0,22 0,33 0,10 0,20 0,30 .S..GE .S..GD 0,23 0,47 0,71 0,17 0,34 0,51 0,13 0,25 0,38 0,11 0,22 0,33 0,10 0,20 0,30 .S..GD .E..HD 0,23 0,51 0,82 0,17 0,37 0,59 0,13 0,28 0,44 0,11 0,24 0,38 0,10 0,22 0,35 .E..HD ПРИМЕЧАНИЕ. В качестве начальной подачи используйте значения, соответствующие «Легким режимам обработки». Рекомендуемые начальные скорости резания см. на стр. X22–X37. T44 kennametal.com