Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1313
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1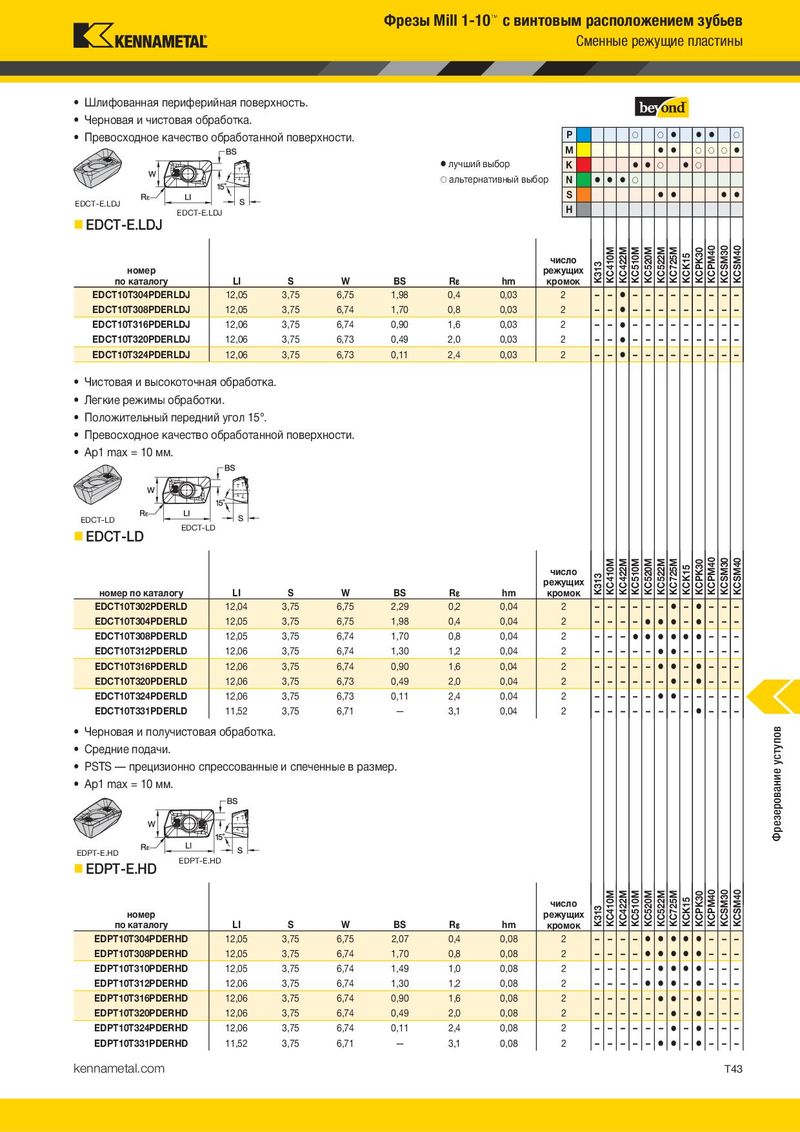
Фрезы Mill 1-10™ с винтовым расположением зубьев Сменные режущие пластины • Шлифованная периферийная поверхность. • Черновая и чистовая обработка. • Превосходное качество обработанной поверхности. P ࠗ ࠗ ⅷ ⅷ ⅷ ࠗ M ⅷ ⅷ ࠗ ࠗ ࠗ ⅷ ⅷ лучший выбор K ⅷ ⅷ ࠗ ⅷ ࠗ ࠗ альтернативный выбор N ⅷ ⅷ ⅷ ࠗ S ⅷ ⅷ ⅷ ⅷ EDCT-E.LDJ H EDCT-E.LDJ EDCT-E.LDJ число K313 KC410M KC422M KC510M KC520M KC522M KC725M KCK15 KCPK30 KCPM40 KCSM30 KCSM40 номер режущих по каталогу LI S W BS R¡ hm кромок EDCT10T304PDERLDJ 12,05 3,75 6,75 1,98 0,4 0,03 2 – – ⅷ – – – – – – – – – EDCT10T308PDERLDJ 12,05 3,75 6,74 1,70 0,8 0,03 2 – – ⅷ – – – – – – – – – EDCT10T316PDERLDJ 12,06 3,75 6,74 0,90 1,6 0,03 2 – – ⅷ – – – – – – – – – EDCT10T320PDERLDJ 12,06 3,75 6,73 0,49 2,0 0,03 2 – – ⅷ – – – – – – – – – EDCT10T324PDERLDJ 12,06 3,75 6,73 0,11 2,4 0,03 2 – – ⅷ – – – – – – – – – • Чистовая и высокоточная обработка. • Легкие режимы обработки. • Положительный передний угол 15°. • Превосходное качество обработанной поверхности. • Ap1 max = 10 мм. EDCT-LD EDCT-LD EDCT-LD число K313 KC410M KC422M KC510M KC520M KC522M KC725M KCK15 KCPK30 KCPM40 KCSM30 KCSM40 режущих номер по каталогу LI S W BS R¡ hm кромок EDCT10T302PDERLD 12,04 3,75 6,75 2,29 0,2 0,04 2 – – – – – – ⅷ – ⅷ – – – EDCT10T304PDERLD 12,05 3,75 6,75 1,98 0,4 0,04 2 – – – – ⅷ ⅷ ⅷ – ⅷ – – – EDCT10T308PDERLD 12,05 3,75 6,74 1,70 0,8 0,04 2 – – – ⅷ ⅷ ⅷ ⅷ ⅷ ⅷ – – – EDCT10T312PDERLD 12,06 3,75 6,74 1,30 1,2 0,04 2 – – – – – ⅷ ⅷ – – – – – EDCT10T316PDERLD 12,06 3,75 6,74 0,90 1,6 0,04 2 – – – – – ⅷ ⅷ – ⅷ – – – EDCT10T320PDERLD 12,06 3,75 6,73 0,49 2,0 0,04 2 – – – – – – ⅷ – ⅷ – – – EDCT10T324PDERLD 12,06 3,75 6,73 0,11 2,4 0,04 2 – – – – – ⅷ ⅷ – – – – – EDCT10T331PDERLD 11,52 3,75 6,71 — 3,1 0,04 2 – – – – – – – – ⅷ – – – • Черновая и получистовая обработка. Фрезерование уступов • Средние подачи. • PSTS — прецизионно спрессованные и спеченные в размер. • Ap1 max = 10 мм. EDPT-E.HD EDPT-E.HD EDPT-E.HD число K313 KC410M KC422M KC510M KC520M KC522M KC725M KCK15 KCPK30 KCPM40 KCSM30 KCSM40 номер режущих по каталогу LI S W BS R¡ hm кромок EDPT10T304PDERHD 12,05 3,75 6,75 2,07 0,4 0,08 2 – – – – ⅷ ⅷ ⅷ ⅷ ⅷ – – – EDPT10T308PDERHD 12,05 3,75 6,74 1,70 0,8 0,08 2 – – – – ⅷ ⅷ ⅷ ⅷ ⅷ – – – EDPT10T310PDERHD 12,05 3,75 6,74 1,49 1,0 0,08 2 – – – – – ⅷ ⅷ ⅷ ⅷ – – – EDPT10T312PDERHD 12,06 3,75 6,74 1,30 1,2 0,08 2 – – – – ⅷ ⅷ ⅷ – ⅷ – – – EDPT10T316PDERHD 12,06 3,75 6,74 0,90 1,6 0,08 2 – – – – – ⅷ ⅷ – ⅷ – – – EDPT10T320PDERHD 12,06 3,75 6,74 0,49 2,0 0,08 2 – – – – – – ⅷ – ⅷ – – – EDPT10T324PDERHD 12,06 3,75 6,74 0,11 2,4 0,08 2 – – – – – – ⅷ – ⅷ – – – EDPT10T331PDERHD 11,52 3,75 6,71 — 3,1 0,08 2 – – – – – ⅷ ⅷ – ⅷ – – – kennametal.com T43