Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1259
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1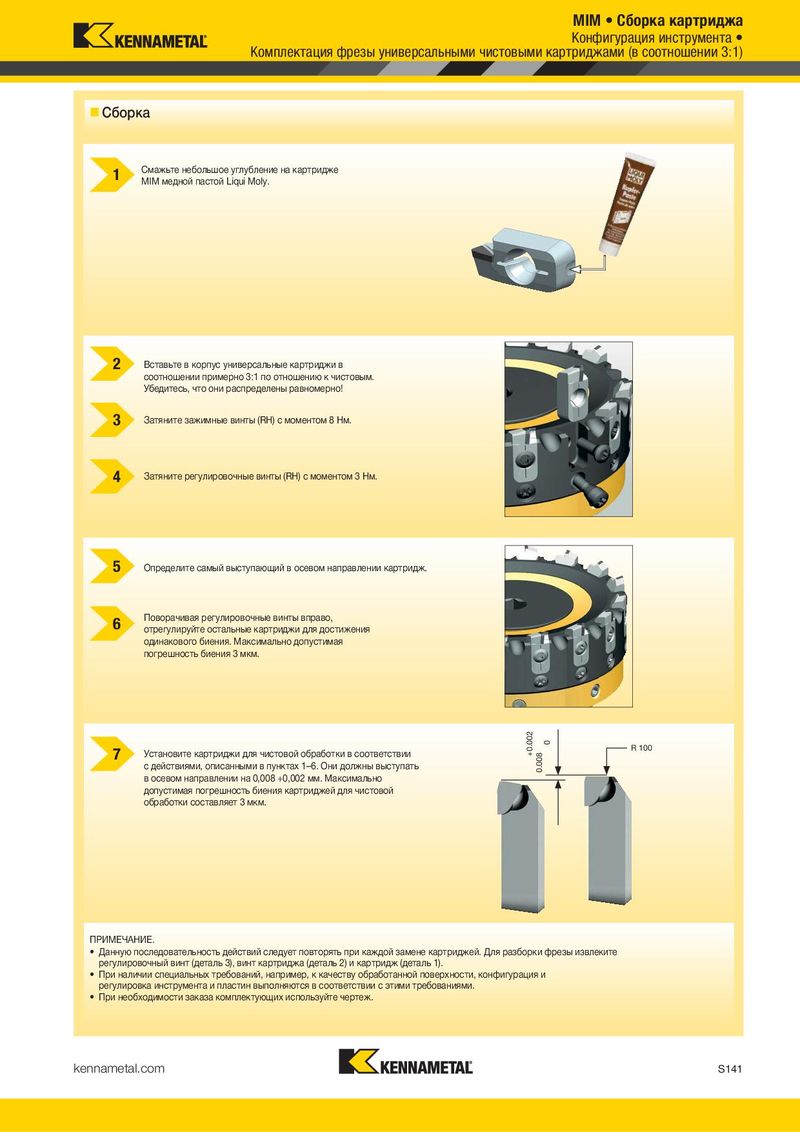
MIM • Сборка картриджа Конфигурация инструмента • Комплектация фрезы универсальными чистовыми картриджами (в соотношении 3:1) Сборка 1 Смажьте небольшое углубление на картридже MIM медной пастой Liqui Moly. 2 Вставьте в корпус универсальные картриджи в соотношении примерно 3:1 по отношению к чистовым. Убедитесь, что они распределены равномерно! 3 Затяните зажимные винты (RH) с моментом 8 Нм. 4 Затяните регулировочные винты (RH) с моментом 3 Нм. 5 Определите самый выступающий в осевом направлении картридж. 6 Поворачивая регулировочные винты вправо, отрегулируйте остальные картриджи для достижения одинакового биения. Максимально допустимая погрешность биения 3 мкм. +0.002 0 7 Установите картриджи для чистовой обработки в соответствии R 100 с действиями, описанными в пунктах 1–6. Они должны выступать 0.008 в осевом направлении на 0,008 +0,002 мм. Максимально допустимая погрешность биения картриджей для чистовой обработки составляет 3 мкм. ПРИМЕЧАНИЕ. • Данную последовательность действий следует повторять при каждой замене картриджей. Для разборки фрезы извлеките регулировочный винт (деталь 3), винт картриджа (деталь 2) и картридж (деталь 1). • При наличии специальных требований, например, к качеству обработанной поверхности, конфигурация и регулировка инструмента и пластин выполняются в соответствии с этими требованиями. • При необходимости заказа комплектующих используйте чертеж. kennametal.com S141