Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1258
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1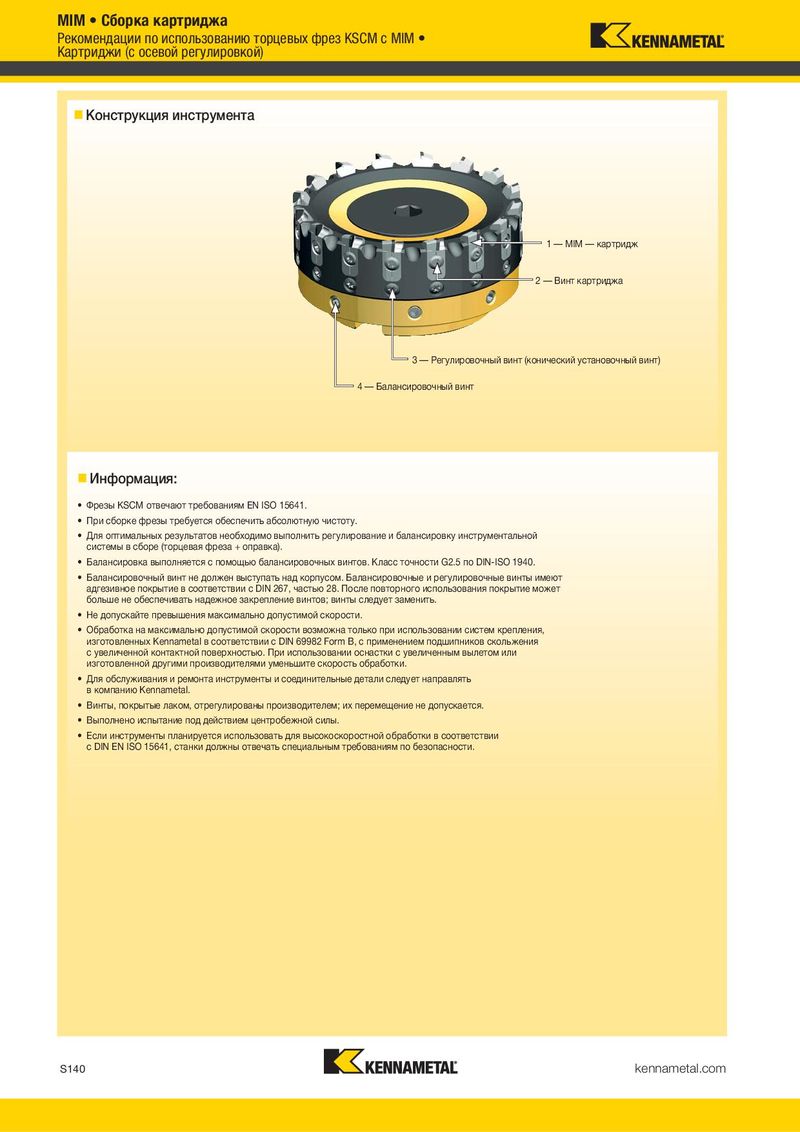
MIM • Сборка картриджа Рекомендации по использованию торцевых фрез KSCM с MIM • Картриджи (с осевой регулировкой) Конструкция инструмента 1 — MIM — картридж 2 — Винт картриджа 3 — Регулировочный винт (конический установочный винт) 4 — Балансировочный винт Информация: • Фрезы KSCM отвечают требованиям EN ISO 15641. • При сборке фрезы требуется обеспечить абсолютную чистоту. • Для оптимальных результатов необходимо выполнить регулирование и балансировку инструментальной системы в сборе (торцевая фреза + оправка). • Балансировка выполняется с помощью балансировочных винтов. Класс точности G2.5 по DIN-ISO 1940. • Балансировочный винт не должен выступать над корпусом. Балансировочные и регулировочные винты имеют адгезивное покрытие в соответствии с DIN 267, частью 28. После повторного использования покрытие может больше не обеспечивать надежное закрепление винтов; винты следует заменить. • Не допускайте превышения максимально допустимой скорости. • Обработка на максимально допустимой скорости возможна только при использовании систем крепления, изготовленных Kennametal в соответствии с DIN 69982 Form B, с применением подшипников скольжения с увеличенной контактной поверхностью. При использовании оснастки с увеличенным вылетом или изготовленной другими производителями уменьшите скорость обработки. • Для обслуживания и ремонта инструменты и соединительные детали следует направлять в компанию Kennametal. • Винты, покрытые лаком, отрегулированы производителем; их перемещение не допускается. • Выполнено испытание под действием центробежной силы. • Если инструменты планируется использовать для высокоскоростной обработки в соответствии с DIN EN ISO 15641, станки должны отвечать специальным требованиям по безопасности. S140 kennametal.com