Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1256
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1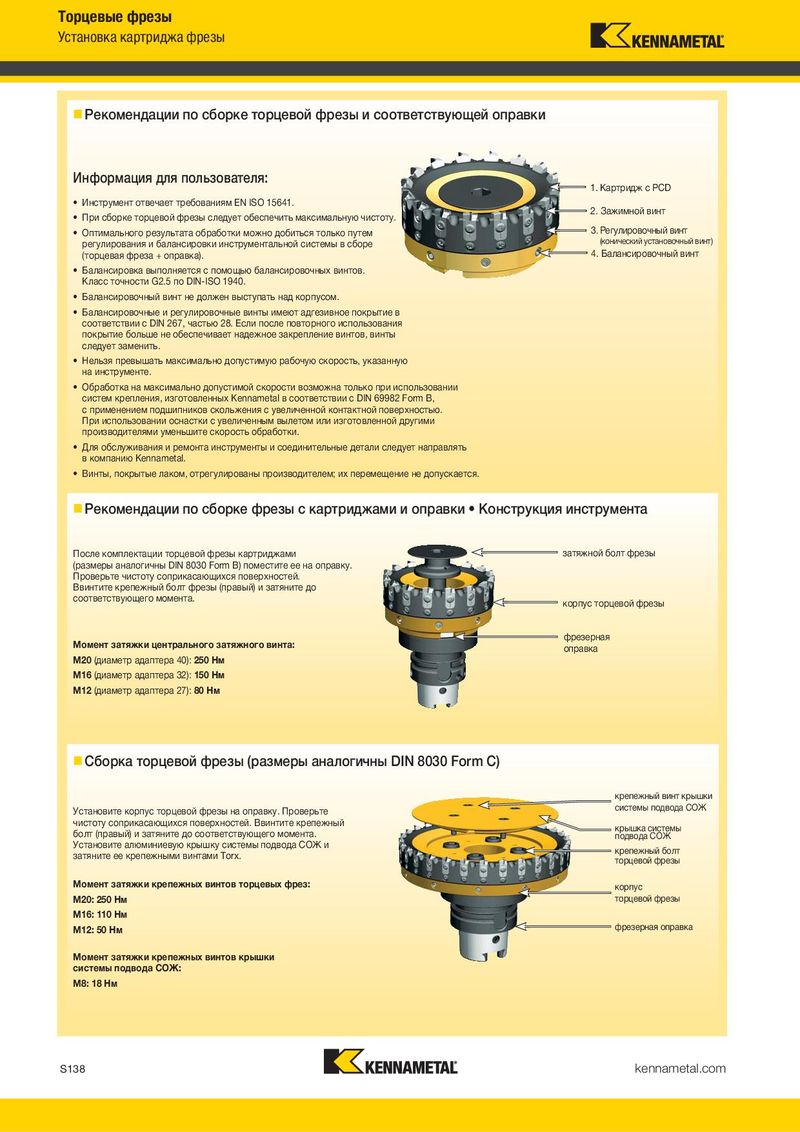
Торцевые фрезы Установка картриджа фрезы Рекомендации по сборке торцевой фрезы и соответствующей оправки Информация для пользователя: 1. Картридж с PCD • Инструмент отвечает требованиям EN ISO 15641. 2. Зажимной винт • При сборке торцевой фрезы следует обеспечить максимальную чистоту. • Оптимального результата обработки можно добиться только путем 3. Регулировочный винт регулирования и балансировки инструментальной системы в сборе (конический установочный винт) (торцевая фреза + оправка). 4. Балансировочный винт • Балансировка выполняется с помощью балансировочных винтов. Класс точности G2.5 по DIN-ISO 1940. • Балансировочный винт не должен выступать над корпусом. • Балансировочные и регулировочные винты имеют адгезивное покрытие в соответствии с DIN 267, частью 28. Если после повторного использования покрытие больше не обеспечивает надежное закрепление винтов, винты следует заменить. • Нельзя превышать максимально допустимую рабочую скорость, указанную на инструменте. • Обработка на максимально допустимой скорости возможна только при использовании систем крепления, изготовленных Kennametal в соответствии с DIN 69982 Form B, с применением подшипников скольжения с увеличенной контактной поверхностью. При использовании оснастки с увеличенным вылетом или изготовленной другими производителями уменьшите скорость обработки. • Для обслуживания и ремонта инструменты и соединительные детали следует направлять в компанию Kennametal. • Винты, покрытые лаком, отрегулированы производителем; их перемещение не допускается. Рекомендации по сборке фрезы с картриджами и оправки • Конструкция инструмента После комплектации торцевой фрезы картриджами затяжной болт фрезы (размеры аналогичны DIN 8030 Form B) поместите ее на оправку. Проверьте чистоту соприкасающихся поверхностей. Ввинтите крепежный болт фрезы (правый) и затяните до соответствующего момента. корпус торцевой фрезы Момент затяжки центрального затяжного винта: фрезерная оправка M20 (диаметр адаптера 40): 250 Нм M16 (диаметр адаптера 32): 150 Нм M12 (диаметр адаптера 27): 80 Нм Сборка торцевой фрезы (размеры аналогичны DIN 8030 Form C) крепежный винт крышки Установите корпус торцевой фрезы на оправку. Проверьте системы подвода СОЖ чистоту соприкасающихся поверхностей. Ввинтите крепежный крышка системы болт (правый) и затяните до соответствующего момента. подвода СОЖ Установите алюминиевую крышку системы подвода СОЖ и крепежный болт затяните ее крепежными винтами Torx. торцевой фрезы Момент затяжки крепежных винтов торцевых фрез: корпус M20: 250 Нм торцевой фрезы M16: 110 Нм M12: 50 Нм фрезерная оправка Момент затяжки крепежных винтов крышки системы подвода СОЖ: M8: 18 Нм S138 kennametal.com