Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1254
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1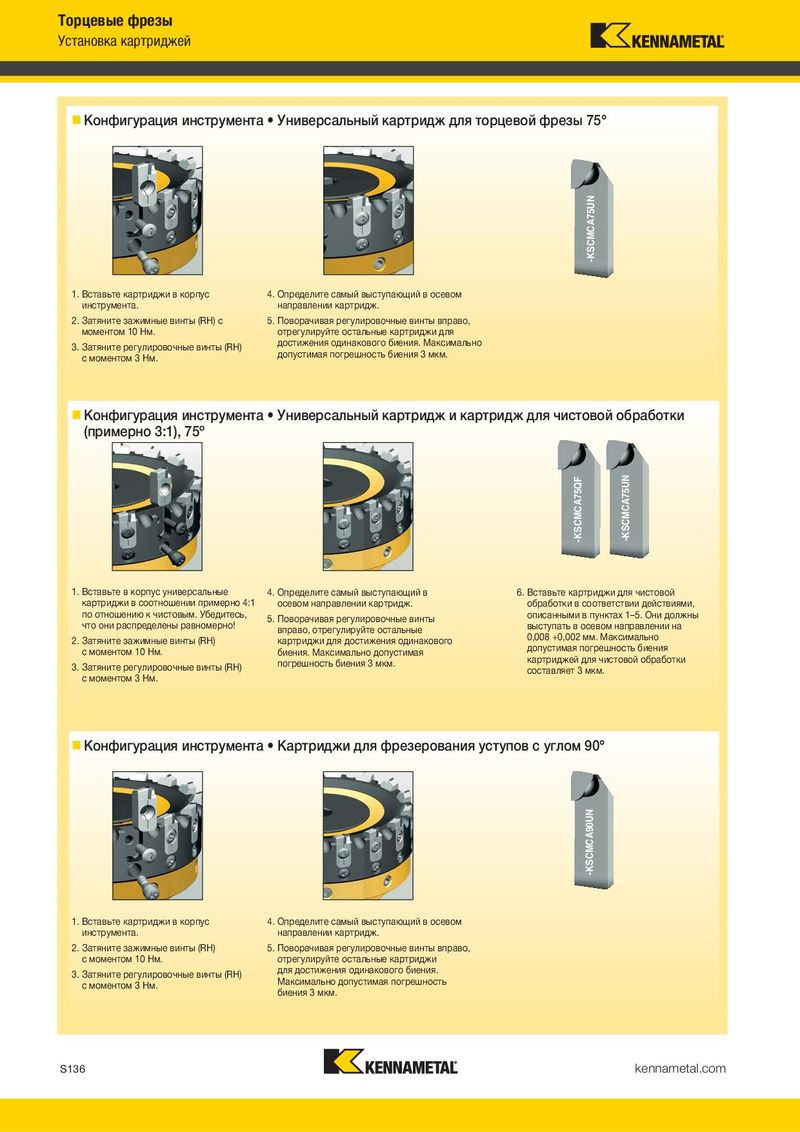
Торцевые фрезы Установка картриджей Конфигурация инструмента • Универсальный картридж для торцевой фрезы 75° -KSCMCA75UN 1. Вставьте картриджи в корпус 4. Определите самый выступающий в осевом инструмента. направлении картридж. 2. Затяните зажимные винты (RH) с 5. Поворачивая регулировочные винты вправо, моментом 10 Нм. отрегулируйте остальные картриджи для 3. Затяните регулировочные винты (RH) достижения одинакового биения. Максимально с моментом 3 Нм. допустимая погрешность биения 3 мкм. Конфигурация инструмента • Универсальный картридж и картридж для чистовой обработки (примерно 3:1), 75º -KSCMCA75QF -KSCMCA75UN 1. Вставьте в корпус универсальные 4. Определите самый выступающий в 6. Вставьте картриджи для чистовой картриджи в соотношении примерно 4:1 осевом направлении картридж. обработки в соответствии действиями, по отношению к чистовым. Убедитесь, 5. Поворачивая регулировочные винты описанными в пунктах 1–5. Они должны что они распределены равномерно! вправо, отрегулируйте остальные выступать в осевом направлении на 2. Затяните зажимные винты (RH) картриджи для достижения одинакового 0,008 +0,002 мм. Максимально с моментом 10 Нм. биения. Максимально допустимая допустимая погрешность биения 3. Затяните регулировочные винты (RH) погрешность биения 3 мкм. картриджей для чистовой обработки с моментом 3 Нм. составляет 3 мкм. Конфигурация инструмента • Картриджи для фрезерования уступов с углом 90° -KSCMCA90UN 1. Вставьте картриджи в корпус 4. Определите самый выступающий в осевом инструмента. направлении картридж. 2. Затяните зажимные винты (RH) 5. Поворачивая регулировочные винты вправо, с моментом 10 Нм. отрегулируйте остальные картриджи 3. Затяните регулировочные винты (RH) для достижения одинакового биения. с моментом 3 Нм. Максимально допустимая погрешность биения 3 мкм. S136 kennametal.com