Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1252
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1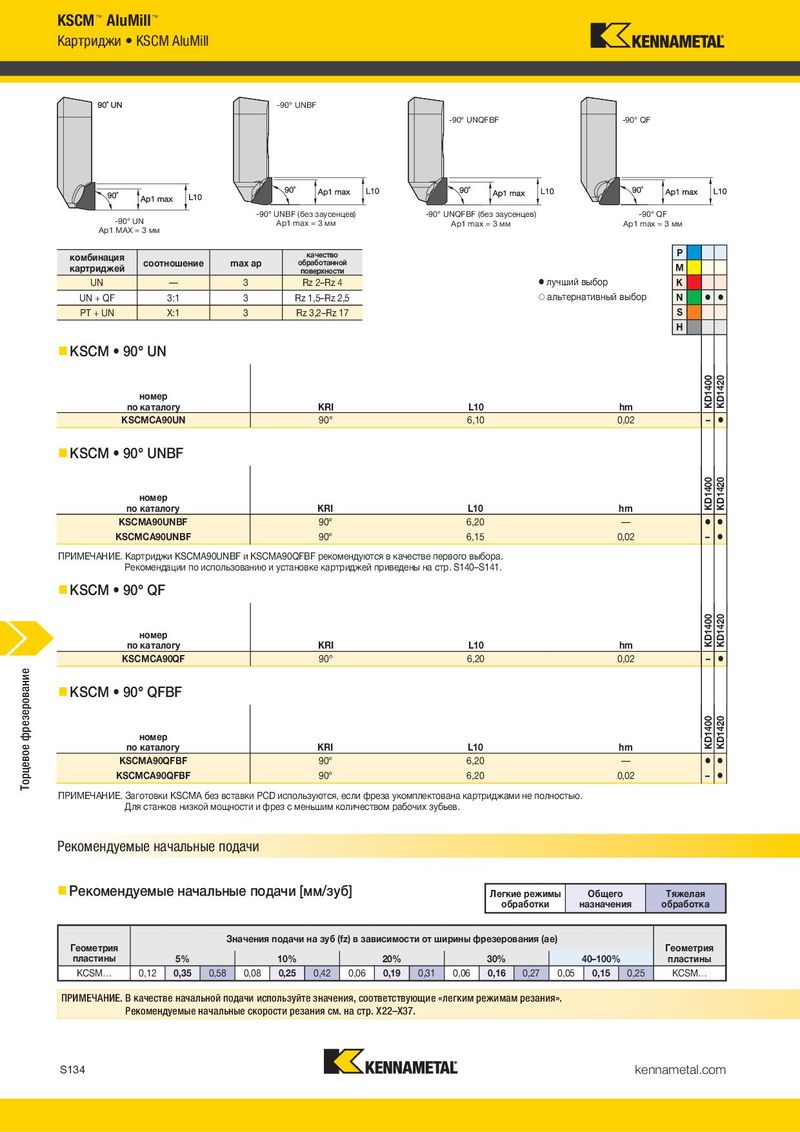
KSCM™ AluMill™ Картриджи • KSCM AluMill -90° UNBF -90° UNQFBF -90° QF -90° UN -90° UNBF (без заусенцев) -90° UNQFBF (без заусенцев) -90° QF Ap1 MAX = 3 мм Ap1 max = 3 мм Ap1 max = 3 мм Ap1 max =3 мм комбинация качество P картриджей соотношение max ap обработанной M поверхности UN — 3 Rz 2–Rz 4 ⅷ лучший выбор K UN + QF 3:1 3 Rz 1,5–Rz 2,5 ࠗ альтернативный выбор N ⅷ ⅷ PT + UN X:1 3 Rz 3,2–Rz 17 S H KSCM • 90° UN номер KD1400 KD1420 по каталогу KRI L10 hm KSCMCA90UN 90° 6,10 0,02 – ⅷ KSCM • 90° UNBF номер KD1400 KD1420 по каталогу KRI L10 hm KSCMA90UNBF 90° 6,20 — ⅷ ⅷ KSCMCA90UNBF 90° 6,15 0,02 – ⅷ ПРИМЕЧАНИЕ. Картриджи KSCMA90UNBF и KSCMA90QFBF рекомендуются в качестве первого выбора. Рекомендации по использованию и установке картриджей приведены на стр. S140–S141. KSCM • 90° QF номер KD1400 KD1420 по каталогу KRI L10 hm KSCMCA90QF 90° 6,20 0,02 – ⅷ Торцевое фрезерование KSCM • 90° QFBF номер KD1400 KD1420 по каталогу KRI L10 hm KSCMA90QFBF 90° 6,20 — ⅷ ⅷ KSCMCA90QFBF 90° 6,20 0,02 – ⅷ ПРИМЕЧАНИЕ. Заготовки KSCMA без вставки PCD используются, если фреза укомплектована картриджами не полностью. Для станков низкой мощности и фрез с меньшим количеством рабочих зубьев. Рекомендуемые начальные подачи Рекомендуемые начальные подачи [мм/зуб] Легкие режимы Общего Тяжелая обработки назначения обработка Значения подачи на зуб (fz) в зависимости от ширины фрезерования (ae) Геометрия Геометрия пластины 5% 10% 20% 30% 40–100% пластины KCSM… 0,12 0,35 0,58 0,08 0,25 0,42 0,06 0,19 0,31 0,06 0,16 0,27 0,05 0,15 0,25 KCSM… ПРИМЕЧАНИЕ. В качестве начальной подачи используйте значения, соответствующие «легким режимам резания». Рекомендуемые начальные скорости резания см. на стр. X22–X37. S134 kennametal.com