Основной каталог Kennametal вращающиеся инструменты 2018 - страница 1251
Навигация
 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2019.2
Каталог Kennametal инновации 2019.2 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1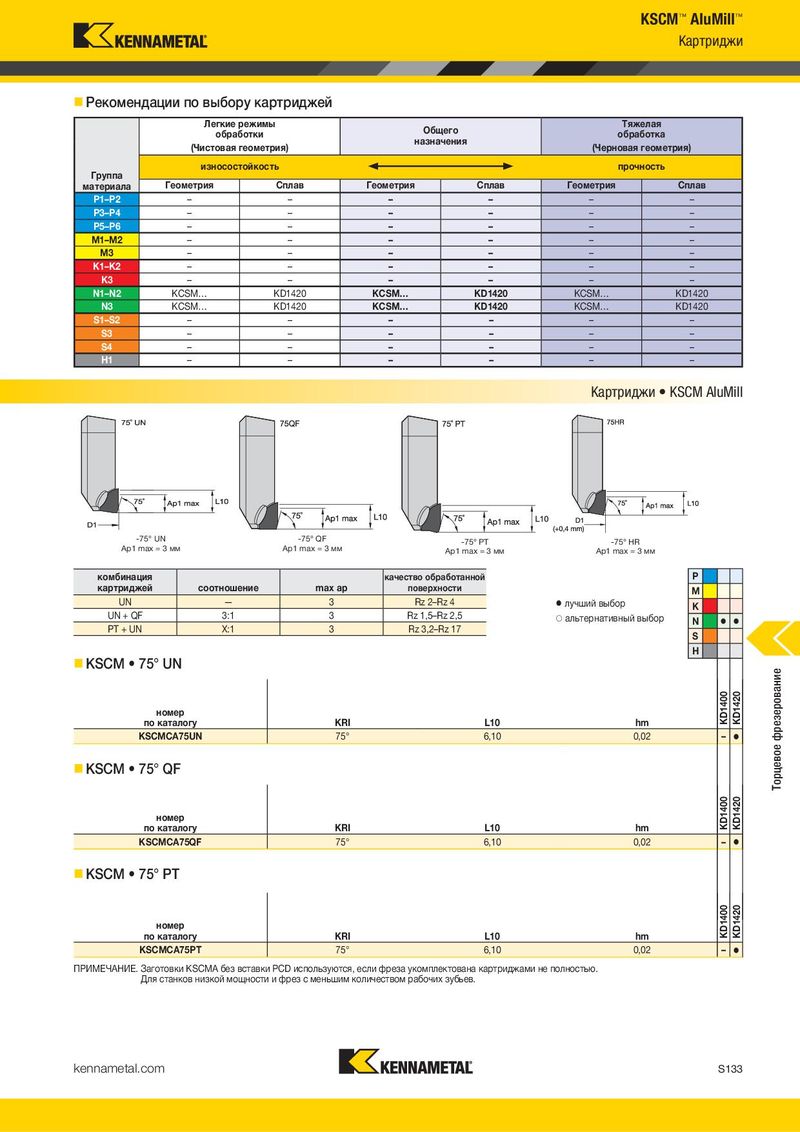
KSCM™ AluMill™ Картриджи Рекомендации по выбору картриджей Легкие режимы Общего Тяжелая обработки назначения обработка (Чистовая геометрия) (Черновая геометрия) Группа износостойкость прочность материала Геометрия Сплав Геометрия Сплав Геометрия Сплав P1–P2 – – – – – – P3–P4 – – – – – – P5–P6 – – – – – – M1–M2 – – – – – – M3 – – – – – – K1–K2 – – – – – – K3 – – – – – – N1–N2 KCSM… KD1420 KCSM… KD1420 KCSM… KD1420 N3 KCSM… KD1420 KCSM… KD1420 KCSM… KD1420 S1–S2 – – – – – – S3 – – – – – – S4 – – – – – – H1 – – – – – – Картриджи • KSCM AluMill -75° UN -75° QF -75° PT -75° HR Ap1 max = 3 мм Ap1 max = 3 мм Ap1 max = 3 мм Ap1 max = 3 мм комбинация качество обработанной P картриджей соотношение max ap поверхности M UN — 3 Rz 2–Rz 4 ⅷ лучший выбор K UN + QF 3:1 3 Rz 1,5–Rz 2,5 ࠗ альтернативный выбор N ⅷ ⅷ PT + UN X:1 3 Rz 3,2–Rz 17 S H KSCM • 75° UN Торцевое фрезерование номер KD1400 KD1420 по каталогу KRI L10 hm KSCMCA75UN 75° 6,10 0,02 – ⅷ KSCM • 75° QF номер KD1400 KD1420 по каталогу KRI L10 hm KSCMCA75QF 75° 6,10 0,02 – ⅷ KSCM • 75° PT номер KD1400 KD1420 по каталогу KRI L10 hm KSCMCA75PT 75° 6,10 0,02 – ⅷ ПРИМЕЧАНИЕ. Заготовки KSCMA без вставки PCD используются, если фреза укомплектована картриджами не полностью. Для станков низкой мощности и фрез с меньшим количеством рабочих зубьев. kennametal.com S133