Каталог Kennametal First Choice - страница 291
Навигация
 Каталог Kennametal инновации 2019.1
Каталог Kennametal инновации 2019.1 Каталог Kennametal инновации 2022.2
Каталог Kennametal инновации 2022.2 Каталог Kennametal инновации 2021.1
Каталог Kennametal инновации 2021.1 Каталог Kennametal инструментальные системы 2018
Каталог Kennametal инструментальные системы 2018 Каталог Kennametal инновации 2022.1
Каталог Kennametal инновации 2022.1- Токарная обработка
- Токарная обработка по ISO
- Токарные пластины по ISO
- Сталь
- Нержавеющая сталь
- Чугун
- Цветные металлы
- Жаропрочные сплавы
- Точение закаленных материалов
- Державки
- Державки для пластин без заднего угла (с креплением KenClamp)
- Державки для пластин с задним углом (с резьбовым креплением)
- Расточные оправки
- Расточные оправки для пластин без заднего угла (KenClamp)
- Расточные оправки для пластин с задним углом (KenClamp)
- Сплавы и их описание
- Обработка канавок, отрезка и резьбонарезание
- Beyond Evolution
- Режущие пластины
- Цельные Державки
- Расточные оправки для торцевых канавок
- Отрезные лезвия
- Техническая информация
- Сплавы и их описание
- A4
- Режущие пластины
- Цельные Державки
- Цельные расточные оправки
- Сплавы и их описание
- Техническая информация
- Резьбонарезание
- Режущие пластины
- Цельные Державки
- Рекомендуемые начальные скорости резания
- Моменты затяжки винтов для державок и расточных оправок
- Перекрестные ссылки на обрабатываемый материал
- Фрезы со сменными режущими пластинами
- Торцевое фрезерование
- Выбор платформы
- Dodeka Mini
- Dodeka
- 7745V0D
- Фрезерование уступов
- Выбор платформы
- Mill 4-11, Mill 4-15
- Mill 1-10, Mill 1-14
- Фрезерование с высокой скоростью подачи и профильное фрезерование
- Выбор платформы
- 7792 IC06
- 7792 IC09
- 7792 IC12
- Фрезы Dodeka Mini 15° для работы с высокой скоростью подачи
- Фрезы Dodeka 15° для работы с высокой скоростью подачи
- Фрезы 7713 IC10 для профильного фрезерования
- Фрезы 7713 IC12 для профильного фрезерования
- 7713 Техническая информация
- Сплавы и их описание
- Цельные концевые фрезы
- Система выбора цельных концевых фрез
- Высокая производительность
- Duo-Lock HARVI
- HARVI I TE
- HARVI II
- HARVI II Long
- HARVI III
- Фреза для черновой обработки
- Алюминий
- Общеe назначениe
- 2-канавочные концевые фрезы GOmill GP
- 3-канавочные концевые фрезы GOmill GP
- 4-канавочные концевые фрезы GOmill GP
- Сплавы и их описание
- Перекрестные ссылки на обрабатываемый материал
- Сверление
- Выбор инструмента
- Цельные твердосплавные сверла
- Выбор платформы
- GOdrill — 1,0–20,0 мм, 3 x D/5 x D, внутренний и внешний подвод СОЖ
- Сверла Kenna Universal — 3,0–20,0 мм, 3 x D/5 x D/8 x D, внутренний подвод СОЖ
- Модульные сверла
- Выбор платформы
- KenTIP FS 8–26, 3 x D/5 x D
- KSEM — 12,5–40 мм, 3 x D/10 x D
- KSEM PLUS — 28–70 мм, 3 x D/10 x D
- Сверла со сменными режущими пластинами
- Выбор платформы
- Drill Fix DFR — 12,0–25,0 мм, 2 x D/3 x D
- Drill Fix DFSP — 14,0–55,0 мм, 2 x D/3 x D
- Пластины DFT для сверл Drill Fix
- Метчики
- Система выбора
- Метчики с винтовыми канавками для сквозных отверстий
- Высокопроизводительные метчики HSS-E-PM — M3–Наружный подвод СОЖ M18
- GOtap HSS-E — M3–Наружный подвод СОЖ M24
- Метчики с винтовыми канавками для глухих отверстий
- Высокопроизводительные метчики HSS-E-PM — M3–Внутренний и наружный подвод СОЖ M18
- GOtap HSS-E — M3–Наружный подвод СОЖ M24
- Метчики с прямыми канавками для глухих и сквозных отверстий для материалов, образующих короткую стружку
- Высокопроизводительные метчики HSS-E-PM — M4–Внутренний и наружный подвод СОЖ M20
- Рекомендации по применению и диаметры сверления
- Перекрестная ссылка на обрабатываемый материал
- Инструментальные системы
- Гидравлические патроны
- Патроны с термозажимом
- Адаптеры для насадных фрез
- Указатель по информационным изображениям
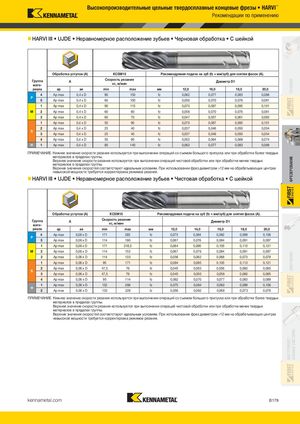
ТОЧЕНИЕФРЕЗЕРОВАНИЕСВЕРЛЕНИЕИНСТРУМЕНТ-АЛЬНЫЕ СИСТЕМЫ Высокопроизводительные цельные твердосплавные концевые фрезы • HARVI™ Рекомендации по применению HARVI III • UJDE • Неравномерное расположение зубьев • Черновая обработка • С шейкой Обработка уступов (A) KCSM15 Рекомендуемая подача на зуб (fz = мм/зуб) для снятия фасок (A). Группа Aмате- Скорость резанияvc, м/мин Диаметр D1 риала ap ae min max мм 12,0 16,0 18,0 20,0 4 Ap max 0,4 x D 90 150 fz 0,062 0,077 0,083 0,088 P 5 Ap max 0,4 x D 60 100 fz 0,056 0,070 0,076 0,081 1 Ap max 0,4 x D 90 115 fz 0,070 0,087 0,095 0,101 M 2 Ap max 0,4 x D 60 80 fz 0,056 0,070 0,076 0,081 3 Ap max 0,4 x D 60 70 fz 0,047 0,057 0,061 0,065 1 Ap max 0,4 x D 50 90 fz 0,070 0,087 0,095 0,101 2 Ap max 0,4 x D 25 40 fz 0,037 0,046 0,050 0,054 S 3 Ap max 0,4 x D 25 40 fz 0,037 0,046 0,050 0,054 4 Ap max 0,4 x D 50 60 fz 0,052 0,064 0,069 0,074 H 1 Ap max 0,4 x D 80 140 fz 0,062 0,077 0,083 0,088 ПРИМЕЧАНИЕ. Нижнее значение скорости резания используется при выполнении операций со съемом большого припуска или при обработке более твердых материалов в пределах группы. Верхнее значение скорости резания используется при выполнении операций чистовой обработки или при обработке менее твердых материалов в пределах группы. Верхние значения скоростей соответствуют идеальным условиям. При использовании фрез диаметром >12 мм на обрабатывающих центрах невысокой мощности требуется корректировка режимов резания. HARVI III • UJDE • Неравномерное расположение зубьев • Чистовая обработка • С шейкой Обработка уступов (A) KCSM15 Рекомендуемая подача на зуб (fz = мм/зуб) для снятия фасок (A). Группа Aмате- Скорость резанияvc, м/мин Диаметр D1 риала ap ae min max мм 12,0 14,0 16,0 18,0 20,0 4 Ap max 0,06 x D 171 285 fz 0,075 0,084 0,092 0,099 0,106 P 5 Ap max 0,06 x D 114 190 fz 0,067 0,076 0,084 0,091 0,097 1 Ap max 0,06 x D 171 218,5 fz 0,084 0,095 0,105 0,113 0,121 M 2 Ap max 0,06 x D 114 152 fz 0,067 0,076 0,084 0,091 0,097 3 Ap max 0,06 x D 114 133 fz 0,056 0,062 0,068 0,073 0,078 1 Ap max 0,06 x D 95 171 fz 0,084 0,095 0,105 0,113 0,121 2 Ap max 0,06 x D 47,5 76 fz 0,045 0,050 0,056 0,060 0,065 S 3 Ap max 0,06 x D 47,5 76 fz 0,045 0,050 0,056 0,060 0,065 4 Ap max 0,06 x D 95 114 fz 0,062 0,070 0,077 0,083 0,089 1 Ap max 0,06 x D 152 266 fz 0,075 0,084 0,092 0,099 0,106 H 2 Ap max 0,06 x D 133 228 fz 0,056 0,062 0,068 0,073 0,078 ПРИМЕЧАНИЕ. Нижнее значение скорости резания используется при выполнении операций со съемом большого припуска или при обработке более твердых материалов в пределах группы. Верхнее значение скорости резания используется при выполнении операций чистовой обработки или при обработке менее твердых материалов в пределах группы. Верхние значения скоростей соответствуют идеальным условиям. При использовании фрез диаметром >12 мм на обрабатывающих центрах невысокой мощности требуется корректировка режимов резания. kennametal.com B179