Основной каталог Karnasch 2021 - страница 1274
Навигация
 Каталог стоматологического инструмента Karnasch 2021
Каталог стоматологического инструмента Karnasch 2021 Каталог микроинструмента Karnasch 2021
Каталог микроинструмента Karnasch 2021 Каталог магнитных станков Karnasch 2021
Каталог магнитных станков Karnasch 2021 Каталог прямошлифовальные машины Karnasch 2021
Каталог прямошлифовальные машины Karnasch 2021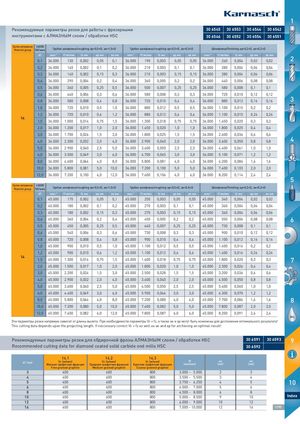
1 Рекомендуемые параметры резки для работы с фрезерными 30 665545 30 665553 30 665544 30 665542 инструментами с АЛМАЗНЫМ слоем / обработки HSC 30 665546 30 665552 30 665554 30 665551 Группа материалов 36000 Material group Об/мин Грубая шлифовка/roughing ap=0,5×D, ae=1,0×D Грубая шлифовка/roughing ap=0,5×D, ae=0,5×D Шлифовка/finishing ap=0,2×D, ae=0,2×D d1 мин-1 Vf мм/мин fz мм ap мм ae мм мин-1 Vf мм/мин fz мм ap мм ae мм мин-1 Vf мм/мин fz мм ap мм ae мм 0,1 36.000 130 0,002 0,05 0,1 36.000 190 0,003 0,05 0,05 36.000 260 0,004 0,02 0,02 2 0,2 36.000 140 0,002 0,1 0,2 36.000 210 0,003 0,1 0,1 36.000 280 0,004 0,04 0,04 0,3 36.000 140 0,002 0,15 0,3 36.000 210 0,003 0,15 0,15 36.000 280 0,004 0,06 0,06 0,4 36.000 290 0,004 0,2 0,4 36.000 360 0,005 0,2 0,2 36.000 440 0,006 0,08 0,08 0,5 36.000 360 0,005 0,25 0,5 36.000 500 0,007 0,25 0,25 36.000 580 0,008 0,1 0,1 0,6 36.000 440 0,006 0,3 0,6 36.000 580 0,008 0,3 0,3 36.000 720 0,010 0,12 0,12 0,8 36.000 580 0,008 0,4 0,8 36.000 720 0,010 0,4 0,4 36.000 880 0,012 0,16 0,16 3 1,0 36.000 720 0,010 0,5 1,0 36.000 880 0,012 0,5 0,5 36.000 1.100 0,015 0,2 0,2 1,2 36.000 720 0,010 0,6 1,2 36.000 880 0,012 0,6 0,6 36.000 1.100 0,015 0,24 0,24 14 1,5 36.000 1.000 0,014 0,75 1,5 36.000 1.300 0,018 0,75 0,75 36.000 1.450 0,020 0,3 0,3 2,0 36.000 1.200 0,017 1,0 2,0 36.000 1.450 0,020 1,0 1,0 36.000 1.800 0,025 0,4 0,4 3,0 36.000 1.700 0,024 1,5 3,0 36.000 1.800 0,025 1,5 1,5 36.000 2.600 0,036 0,6 0,6 4,0 36.000 2.300 0,032 2,0 4,0 36.000 2.900 0,040 2,0 2,0 36.000 3.600 0,050 0,8 0,8 4 5,0 36.000 2.900 0,040 2,5 5,0 36.000 3.600 0,050 2,5 2,5 36.000 4.400 0,061 1,0 1,0 6,0 36.000 3.500 0,049 3,0 6,0 36.000 4.700 0,065 3,0 3,0 36.000 5.100 0,071 1,2 1,2 8,0 36.000 4.600 0,064 4,0 8,0 36.000 5.800 0,081 4,0 4,0 36.000 6.200 0,086 1,6 1,6 10,0 36.000 5.800 0,081 5,0 10,0 36.000 7.200 0,100 5,0 5,0 36.000 7.400 0,103 2,0 2,0 12,0 36.000 7.200 0,100 6,0 12,0 36.000 7.600 0,106 6,0 6,0 36.000 8.200 0,114 2,4 2,4 5 Группа материалов 45000 Material group Об/мин Грубая шлифовка/roughing ap=0,5×D, ae=1,0×D Грубая шлифовка/roughing ap=0,5×D, ae=0,5×D Шлифовка/finishing ap=0,2×D, ae=0,2×D d1 мин-1 Vf мм/мин fz мм ap мм ae мм мин-1 Vf мм/мин fz мм ap мм ae мм мин-1 Vf мм/мин fz мм ap мм ae мм 0,1 45.000 170 0,002 0,05 0,1 45.000 250 0,003 0,05 0,05 45.000 340 0,004 0,02 0,02 0,2 45.000 180 0,002 0,1 0,2 45.000 270 0,003 0,1 0,1 45.000 360 0,004 0,04 0,04 0,3 45.000 180 0,002 0,15 0,3 45.000 270 0,003 0,15 0,15 45.000 360 0,004 0,06 0,06 0,4 45.000 360 0,004 0,2 0,4 45.000 450 0,005 0,2 0,2 45.000 550 0,006 0,08 0,08 6 0,5 45.000 450 0,005 0,25 0,5 45.000 640 0,007 0,25 0,25 45.000 730 0,008 0,1 0,1 0,6 45.000 540 0,006 0,3 0,6 45.000 730 0,008 0,3 0,3 45.000 900 0,010 0,12 0,12 0,8 45.000 720 0,008 0,4 0,8 45.000 900 0,010 0,4 0,4 45.000 1.100 0,012 0,16 0,16 1,0 45.000 900 0,010 0,5 1,0 45.000 1.100 0,012 0,5 0,5 45.000 1.400 0,016 0,2 0,2 1,2 45.000 900 0,010 0,6 1,2 45.000 1.100 0,012 0,6 0,6 45.000 1.400 0,016 0,24 0,24 14 1,5 45.000 1.300 0,014 0,75 1,5 45.000 1.600 0,018 0,75 0,75 45.000 1.800 0,020 0,3 0,3 7 2,0 45.000 1.500 0,017 1,0 2,0 45.000 1.800 0,020 1,0 1,0 45.000 2.300 0,026 0,4 0,4 MAC 3,0 45.000 2.200 0,024 1,5 3,0 45.000 2.500 0,028 1,5 1,5 45.000 3.200 0,036 0,6 0,6 4,0 45.000 2.900 0,032 2,0 4,0 45.000 3.600 0,040 2,0 2,0 45.000 4.500 0,050 0,8 0,8 5,0 45.000 3.600 0,040 2,5 5,0 45.000 4.500 0,050 2,5 2,5 45.000 5.400 0,060 1,0 1,0 6,0 45.000 4.400 0,049 3,0 6,0 45.000 5.900 0,066 3,0 3,0 45.000 6.300 0,070 1,2 1,2 8,0 45.000 5.800 0,064 4,0 8,0 45.000 7.200 0,080 4,0 4,0 45.000 7.700 0,086 1,6 1,6 8 10,0 45.000 7.200 0,080 5,0 10,0 45.000 7.400 0,082 5,0 5,0 45.000 7.800 0,087 2,0 2,0 12,0 45.000 7.400 0,082 6,0 12,0 45.000 7.800 0,087 6,0 6,0 45.000 8.200 0,091 2,4 2,4 OIL Эти параметры резки напрямую зависят от длины вылета. При необходимости параметры Vc + fz, а также ae и ap могут быть изменены для достижения оптимального результата! This cutting data depends upon the projecting length. If neccessary correct Vc + fz as well as ae and ap for archieving an optimal result! Рекомендуемые параметры резки для обдирочной фрезы АЛМАЗНЫМ слоем / обработки HSC 30 665591 30 665593 9 Recommended cutting data for diamond coated solid carbide end mills HSC 30 665592 14.1 14.2 14.3 d1 (мм) Vc (м/мин) Vc (м/мин) Vc (м/мин) VfМелкая графитная фракцияСредняя графитная фракцияКрупная графитная фракция(мм/мин)ap(мм)ae(мм) Fine grained graphite Medium grained graphite Coarse grained graphite 3 400 600 800 3.000 - 5.000 2 3 4 400 600 800 3.500 - 5.500 3 4 5 400 600 800 3.750 - 6.250 4 5 10 6 400 600 800 4.000 - 7.000 5 6 8 400 600 800 4.500 - 8.000 6 8 10 400 600 800 5.000 - 8.500 9 10 Index 12 400 600 800 6.000 - 9.000 10 12 16 400 600 800 7.000 - 10.000 12 16 1295 HINES