Основной каталог Karnasch 2021 - страница 1227
Навигация
 Каталог стоматологического инструмента Karnasch 2021
Каталог стоматологического инструмента Karnasch 2021 Каталог микроинструмента Karnasch 2021
Каталог микроинструмента Karnasch 2021 Каталог магнитных станков Karnasch 2021
Каталог магнитных станков Karnasch 2021 Каталог прямошлифовальные машины Karnasch 2021
Каталог прямошлифовальные машины Karnasch 2021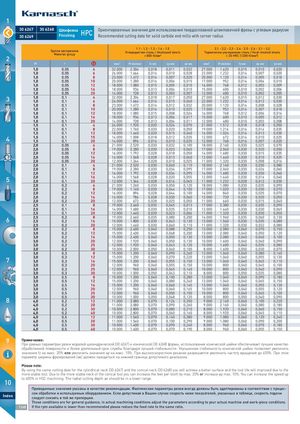
1 30 66226730 66226930 662268ШлифовкаFinishingHPC Ориентировочные значения для использования твердосплавной штамповочной фрезы с угловым радиусомRecommended cutting data for solid carbide end mills with corner radius Группа материаловMaterial group2 1.1 - 1.2 - 1.3 - 1.4 - 1.5 2.1 - 2.2 - 2.3 - 2.4 - 2.5 - 2.6 - 3.1 - 3.2Углеродистая сталь / Unalloyed steelsТермически улучшаемая сталь / Heat-treated steels< 850 Н/мм²< 35 HRC (1200 Н/мм²) d1 r l3 мин1 Vf мм/мин fz мм ap мм ae мм мин1 Vf мм/мин fz мм ap мм ae мм 1,0 0,05 4 32.000 2.304 0,018 0,011 0,032 27.000 1.620 0,015 0,010 0,020 1,0 0,05 6 26.000 1.664 0,016 0,010 0,028 22.000 1.232 0,014 0,007 0,020 1,0 0,05 8 23.000 1.472 0,016 0,007 0,020 20.000 1.120 0,014 0,005 0,018 1,0 0,05 10 20.000 1.280 0,016 0,006 0,015 17.000 952 0,014 0,004 0,010 1,0 0,05 12 18.000 1.080 0,015 0,005 0,010 16.000 768 0,012 0,003 0,009 1,0 0,05 16 18.000 936 0,013 0,004 0,010 15.000 600 0,010 0,002 0,006 1,0 0,05 20 14.000 728 0,013 0,003 0,007 12.000 480 0,010 0,002 0,005 3 1,01,0 0,10,1 4 32.000 2.304 0,018 0,017 0,050 27.000 1.620 0,015 0,012 0,030626.0001.6640,0160,0150,04022.0001.2320,0140,0120,030 1,0 0,1 8 23.000 1.472 0,016 0,012 0,032 20.000 1.120 0,014 0,008 0,028 1,0 0,1 10 20.000 1.280 0,016 0,010 0,025 17.000 952 0,014 0,007 0,018 1,0 0,1 12 18.000 1.080 0,015 0,008 0,024 16.000 768 0,012 0,006 0,016 1,0 0,1 16 18.000 936 0,013 0,006 0,017 15.000 600 0,010 0,005 0,012 1,0 0,1 20 14.000 728 0,013 0,004 0,011 12.000 480 0,010 0,003 0,008 1,5 0,1 4 24.000 1.920 0,020 0,024 0,070 21.000 1.512 0,018 0,018 0,050 1,5 0,1 8 22.000 1.760 0,020 0,020 0,050 19.000 1.216 0,016 0,014 0,035 1,5 0,1 12 18.000 1.440 0,020 0,015 0,040 16.000 1.024 0,016 0,013 0,030 4 1,51,5 0,10,1 15 14.000 1.008 0,018 0,012 0,035 12.000 672 0,014 0,010 0,0252014.0008960,0160,0100,02512.0007680,0160,0070,020 2,0 0,05 4 21.000 2.520 0,030 0,032 0,100 18.000 2.160 0,030 0,025 0,070 2,0 0,05 8 19.000 2.280 0,030 0,023 0,065 17.000 2.040 0,030 0,020 0,050 2,0 0,05 12 16.000 1.792 0,028 0,018 0,050 14.000 1.680 0,030 0,015 0,035 2,0 0,05 16 14.000 1.568 0,028 0,013 0,040 12.000 1.440 0,030 0,010 0,025 2,0 0,05 20 12.000 1.344 0,028 0,010 0,025 11.000 1.320 0,030 0,008 0,016 2,0 0,1 4 21.000 2.520 0,030 0,040 0,110 18.000 2.160 0,030 0,030 0,080 2,0 0,1 8 19.000 2.280 0,030 0,034 0,095 17.000 2.040 0,030 0,026 0,060 2,0 0,1 12 16.000 1.792 0,028 0,034 0,095 14.000 1.680 0,030 0,030 0,060 5 2,02,0 0,10,1 16 14.000 1.568 0,028 0,020 0,055 12.000 1.440 0,030 0,016 0,0402012.0001.3440,0280,0160,04511.0001.2320,0280,0120,030 2,0 0,2 4 21.000 1.260 0,030 0,050 0,120 18.000 1.080 0,030 0,035 0,090 2,0 0,2 8 19.000 1.140 0,030 0,044 0,100 17.000 1.020 0,030 0,030 0,070 2,0 0,2 12 16.000 896 0,028 0,044 0,100 14.000 840 0,030 0,035 0,070 2,0 0,2 16 14.000 784 0,028 0,030 0,060 12.000 720 0,030 0,020 0,050 2,0 0,2 20 12.000 672 0,028 0,025 0,050 11.000 660 0,030 0,015 0,040 2,5 0,1 8 19.000 2.660 0,035 0,045 0,013 17.000 2.380 0,035 0,035 0,090 2,5 0,1 16 14.000 1.680 0,030 0,035 0,010 12.000 1.440 0,030 0,030 0,065 2,5 0,1 20 12.000 1.440 0,030 0,023 0,006 11.000 1.320 0,030 0,030 0,050 6 2,52,5 0,20,2 8 19.000 2.660 0,035 0,080 0,200 14.000 1.960 0,035 0,060 0,1301615.0001.8000,0300,0430,13013.0001.5600,0300,0350,080 2,5 0,2 20 12.000 1.440 0,030 0,040 0,110 11.000 1.320 0,030 0,032 0,080 3,0 0,2 8 15.000 2.400 0,040 0,088 0,250 13.000 2.080 0,040 0,070 0,150 3,0 0,2 12 15.000 2.400 0,040 0,068 0,200 13.000 2.080 0,040 0,050 0,120 3,0 0,2 16 15.000 2.400 0,040 0,050 0,130 13.000 2.080 0,040 0,040 0,100 3,0 0,2 20 12.000 1.920 0,040 0,050 0,130 10.000 1.600 0,040 0,040 0,090 3,0 0,2 25 12.000 1.920 0,040 0,043 0,120 10.000 1.600 0,040 0,035 0,080 3,0 0,2 30 10.000 2.000 0,050 0,040 0,100 8.000 1.600 0,050 0,030 0,070 3,0 0,3 8 15.000 1.200 0,040 0,090 0,260 13.000 1.040 0,040 0,080 0,160 7 3,03,0 0,30,3 12 15.000 1.200 0,040 0,070 0,220 13.000 1.040 0,040 0,055 0,1301615.0001.2000,0400,0550,15013.0001.0400,0400,0450,110 3,0 0,3 20 12.000 960 0,040 0,055 0,150 10.000 800 0,040 0,045 0,100 NES 3,0 0,3 25 12.000 960 0,040 0,045 0,140 10.000 800 0,040 0,040 0,090 3,0 0,3 30 10.000 1.000 0,050 0,043 0,110 8.000 800 0,050 0,035 0,080 3,0 0,5 8 15.000 1.200 0,040 0,100 0,280 13.000 1.040 0,040 0,090 0,180 3,0 0,5 12 15.000 1.200 0,040 0,080 0,240 13.000 1.040 0,040 0,065 0,150 3,0 0,5 16 15.000 1.200 0,040 0,060 0,165 13.000 1.040 0,040 0,055 0,130 3,0 0,5 20 12.000 960 0,040 0,060 0,165 10.000 800 0,040 0,055 0,120 3,0 0,5 25 12.000 960 0,040 0,050 0,150 10.000 800 0,040 0,045 0,100 8 3,04,0 0,50,2 30 10.000 1.000 0,050 0,048 0,120 8.000 800 0,050 0,040 0,0901211.0003.0800,0700,1260,3509.0002.1600,0600,1000,220 4,0 0,2 20 11.000 3.080 0,070 0,090 0,260 9.000 2.160 0,060 0,080 0,180 4,0 0,2 30 10.000 2.800 0,070 0,080 0,210 8.000 1.920 0,060 0,060 0,150 4,0 0,2 40 10.000 2.800 0,070 0,060 0,160 8.000 1.920 0,060 0,045 0,110 OIL 4,0 0,5 12 11.000 1.540 0,070 0,140 0,380 9.000 1.080 0,060 0,120 0,240 4,0 0,5 20 11.000 1.540 0,070 0,100 0,290 9.000 1.080 0,060 0,090 0,200 4,0 0,5 30 10.000 1.400 0,070 0,090 0,240 8.000 960 0,060 0,070 0,180 4,0 0,5 40 10.000 1.400 0,070 0,070 0,190 8.000 960 0,060 0,055 0,150 9 Примечание: При равных параметрах резки моделей цилиндрической (30 6267) и конической (30 6268) формы, использование конической шейки обеспечивает лучшее качество обработанной поверхности и более длительный срок службы благодаря лучшей стабильности. Улучшенная стабильность конической шейки позволяет увеличить значения fz на макс. 20% или увеличить значения ap на макс. 10%. При высокоскоростном резании разрешается увеличить частоту вращения до 400%. При этом параметр ширины фрезерования (ae) должен находиться на нижней границе допустимого диапазона. Please note: By using the same cutting data for the cylindrical neck (30 6267) and the conical neck (30 6268) you will achieve a better surface and the tool life will improved due to the more stable tool. Due to the more stable neck of the conical tool you can increase the feet per tooth by max. 20% or increase ap max. 10%. You can increase the speed up to 400% in HSC machining. The radial cutting depth ae should be in a lower range. 10 Приведенные значения указаны в качестве рекомендации. Фактические параметры резки всегда должны быть адаптированы в соответствии с процес- Index сом обработки и используемым оборудованием. Если допустимая в Вашем случае скорость ниже показателей, указанных в таблице, скорость подачиследует снизить в той же пропорции. These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions. 1248 If the rpm available is lower than recommended please reduce the feed rate to the same ratio. MACHI