Основной каталог Karnasch 2021 - страница 1226
Навигация
 Каталог стоматологического инструмента Karnasch 2021
Каталог стоматологического инструмента Karnasch 2021 Каталог микроинструмента Karnasch 2021
Каталог микроинструмента Karnasch 2021 Каталог магнитных станков Karnasch 2021
Каталог магнитных станков Karnasch 2021 Каталог прямошлифовальные машины Karnasch 2021
Каталог прямошлифовальные машины Karnasch 2021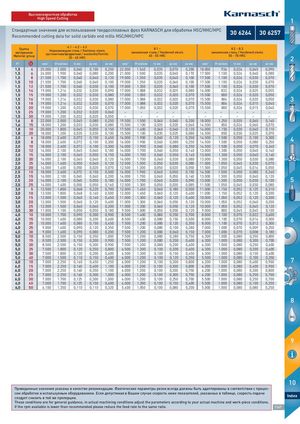
Высокоскоростная обработка High Speed Cutting 1 Стандартные значения для использования твердосплавных фрез KARNASCH для обработки HSC/HHC/HPCRecommended cutting data for solid carbide end mills HSC/HHC/HPC30 662264 30 662257 ГруппаматериаловMaterial group 4.1 – 4.2 – 4.3Нержавеющая сталь / Stainless steelsаустенитная/ферритная / austenitic/ferritic35 - 45 HRC8.1 –закаленная сталь / Hardened steels45 - 55 HRC8.2 – 8.3закаленная сталь / Hardened steels55 - 70 HRC2 d1 l3 мин1 Vf мм/мин fz мм ap мм ae мм мин1 Vf мм/мин fz мм ap мм ae мм мин1 Vf мм/мин fz мм ap мм ae мм 1,5 4 25.000 2.000 0,040 0,100 0,250 22.000 1.540 0,035 0,070 0,200 18.000 936 0,026 0,045 0,090 1,5 6 24.000 1.900 0,040 0,080 0,200 21.000 1.500 0,035 0,060 0,170 17.500 1.100 0,026 0,040 0,080 1,5 8 21.500 1.700 0,040 0,040 0,120 19.000 1.350 0,035 0,040 0,100 17.500 1.100 0,026 0,030 0,070 1,5 10 21.500 1.700 0,040 0,040 0,100 19.000 1.350 0,035 0,040 0,100 17.500 1.100 0,026 0,030 0,070 1,5 12 21.500 1.700 0,040 0,030 0,100 19.000 1.350 0,035 0,040 0,100 17.500 1.100 0,026 0,030 0,070 1,5 14 19.000 1.216 0,032 0,030 0,090 17.000 1.088 0,032 0,025 0,080 16.000 832 0,026 0,025 0,055 1,5 15 19.000 1.200 0,032 0,030 0,080 17.000 1.050 0,032 0,020 0,070 15.500 800 0,026 0,020 0,050 1,5 16 19.000 1.216 0,032 0,030 0,080 17.000 1.088 0,032 0,020 0,070 15.500 806 0,026 0,020 0,050 3 1,5 18 19.000 1.216 0,032 0,030 0,070 17.000 1.088 0,032 0,020 0,070 15.500 806 0,026 0,015 0,040 1,5 20 19.000 1.200 0,032 0,030 0,070 17.000 1.050 0,032 0,020 0,070 15.500 800 0,026 0,015 0,040 1,5 25 19.000 1.200 0,032 0,020 0,060 – – – – – – – – – – 1,5 30 19.000 1.200 0,032 0,020 0,050 – – – – – – – – – – 1,6 8 22.000 2.000 0,045 0,080 0,250 19.500 1.550 0,040 0,060 0,200 18.000 1.250 0,035 0,060 0,160 1,6 15 18.000 1.200 0,033 0,030 0,080 15.500 1.100 0,035 0,020 0,060 14.500 850 0,024 0,060 0,070 1,8 10 20.000 1.800 0,045 0,050 0,150 17.500 1.400 0,040 0,040 0,120 16.000 1.150 0,030 0,040 0,110 1,8 20 18.000 1.200 0,035 0,030 0,100 15.500 1.100 0,035 0,025 0,080 14.500 850 0,030 0,025 0,070 2,0 6 18.000 2.600 0,072 0,150 0,450 16.000 1.900 0,060 0,120 0,350 14.500 1.500 0,050 0,100 0,3002,0818.0002.6000,0720,1000,30016.0001.9000,0600,0800,25014.5001.5000,0500,0800,2504 2,0 10 18.000 2.600 0,072 0,100 0,300 16.000 1.900 0,060 0,080 0,250 14.500 1.500 0,050 0,070 0,240 2,0 12 16.000 2.100 0,065 0,060 0,180 14.000 1.700 0,060 0,050 0,140 13.000 1.300 0,050 0,040 0,140 2,0 15 16.000 2.100 0,065 0,050 0,150 14.000 1.700 0,060 0,050 0,140 13.000 1.300 0,050 0,040 0,140 2,0 20 16.000 2.100 0,065 0,040 0,120 14.000 1.700 0,060 0,030 0,080 13.000 1.300 0,050 0,030 0,080 2,0 25 14.000 1.400 0,050 0,040 0,120 12.500 1.300 0,050 0,030 0,080 11.500 1.050 0,045 0,030 0,070 2,0 30 14.000 1.400 0,050 0,020 0,070 12.500 1.300 0,050 0,020 0,050 11.500 1.050 0,045 0,016 0,050 2,5 10 18.000 2.600 0,072 0,150 0,500 16.000 1.900 0,060 0,050 0,150 14.500 1.500 0,050 0,080 0,260 2,5 15 16.000 2.100 0,065 0,060 0,200 14.000 1.700 0,060 0,050 0,140 13.000 1.300 0,050 0,040 0,1202,52016.0002.1000,0650,0500,18014.0001.7000,0600,0300,09013.0001.3000,0500,0300,1005 2,5 25 14.000 1.400 0,050 0,050 0,160 12.500 1.300 0,050 0,030 0,085 11.500 1.050 0,045 0,030 0,080 3,0 5 13.500 1.800 0,068 0,220 0,700 12.000 1.450 0,060 0,180 0,500 11.000 1.150 0,052 0,125 0,310 3,0 10 13.500 1.800 0,068 0,160 0,500 12.000 1.450 0,060 0,120 0,400 11.000 1.150 0,052 0,120 0,300 3,0 15 12.000 1.500 0,060 0,160 0,450 11.000 1.300 0,060 0,120 0,400 10.000 1.050 0,052 0,120 0,300 3,0 20 12.000 1.500 0,060 0,120 0,400 11.000 1.300 0,060 0,050 0,120 10.000 1.050 0,052 0,060 0,200 3,0 25 12.000 1.500 0,060 0,060 0,200 11.000 1.300 0,060 0,050 0,120 10.000 1.050 0,052 0,045 0,120 3,0 30 11.000 1.100 0,050 0,050 0,180 9.500 1.000 0,050 0,050 0,120 9.000 800 0,045 0,045 0,100 4,0 10 10.000 1.700 0,090 0,300 0,900 8.500 1.400 0,080 0,250 0,700 8.000 1.100 0,070 0,022 0,600 4,0 15 10.000 1.600 0,080 0,200 0,600 8.500 1.400 0,080 0,150 0,500 8.000 1.100 0,070 0,016 0,500 6 4,0 20 10.000 1.600 0,080 0,150 0,450 7.500 1.200 0,080 0,120 0,350 8.000 1.100 0,070 0,012 0,300 4,0 25 9.000 1.600 0,090 0,120 0,350 7.500 1.200 0,080 0,100 0,280 7.000 1.000 0,070 0,009 0,250 4,0 30 9.000 1.600 0,090 0,080 0,200 7.500 1.200 0,080 0,060 0,150 7.000 1.000 0,070 0,008 0,180 5,0 10 8.500 2.500 0,150 0,350 1,000 7.500 1.200 0,080 0,280 0,750 6.300 1.000 0,080 0,350 0,800 5,0 15 8.500 2.500 0,150 0,300 0,900 7.500 1.200 0,080 0,200 0,600 6.300 1.000 0,080 0,300 0,700 5,0 20 8.500 2.500 0,150 0,300 0,900 7.500 1.200 0,080 0,200 0,600 6.300 1.000 0,080 0,250 0,600 5,0 25 7.500 1.800 0,120 0,250 0,800 6.500 1.300 0,100 0,200 0,600 6.300 1.000 0,080 0,200 0,600 5,0 30 7.500 1.800 0,120 0,200 0,600 6.500 1.300 0,100 0,150 0,450 6.300 1.000 0,080 0,150 0,400 5,0 40 7.000 1.500 0,110 0,150 0,400 6.000 1.200 0,100 0,120 0,350 5.500 1.000 0,080 0,100 0,3506,0107.0002.2500,1600,4501,2506.0001.2000,1000,3000,8006.2001.0000,0800,4000,9007 6,0 15 7.000 2.250 0,160 0,400 1,100 6.000 1.200 0,100 0,300 0,800 6.200 1.000 0,080 0,400 0,900 6,0 20 7.000 2.250 0,160 0,350 1,100 6.000 1.200 0,100 0,300 0,750 6.200 1.000 0,080 0,300 0,800 MAC 6,0 25 7.000 2.250 0,160 0,300 1,000 6.000 1.200 0,100 0,300 0,750 6.200 1.000 0,080 0,250 0,700 6,0 30 7.000 1.700 0,125 0,300 1,000 6.000 1.200 0,100 0,250 0,700 5.500 1.000 0,080 0,250 0,700 6,0 40 7.000 1.700 0,125 0,150 0,600 6.000 1.200 0,100 0,150 0,400 5.500 1.000 0,080 0,100 0,350 6,0 50 6.100 1.350 0,110 0,110 0,320 5.400 1.050 0,100 0,080 0,200 5.000 1.000 0,080 0,080 0,250 8 OIL 9 10 Приведенные значения указаны в качестве рекомендации. Фактические параметры резки всегда должны быть адаптированы в соответствии с процес- сом обработки и используемым оборудованием. Если допустимая в Вашем случае скорость ниже показателей, указанных в таблице, скорость подачиследует снизить в той же пропорции. Index These conditions are for general guidance; in actual machining conditions adjust the parameters according to your actual machine and work-piece conditions. If the rpm available is lower than recommended please reduce the feed rate to the same ratio. 1247 HINES