Каталог Iscar вращающийся инструмент 2017 - страница 808
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022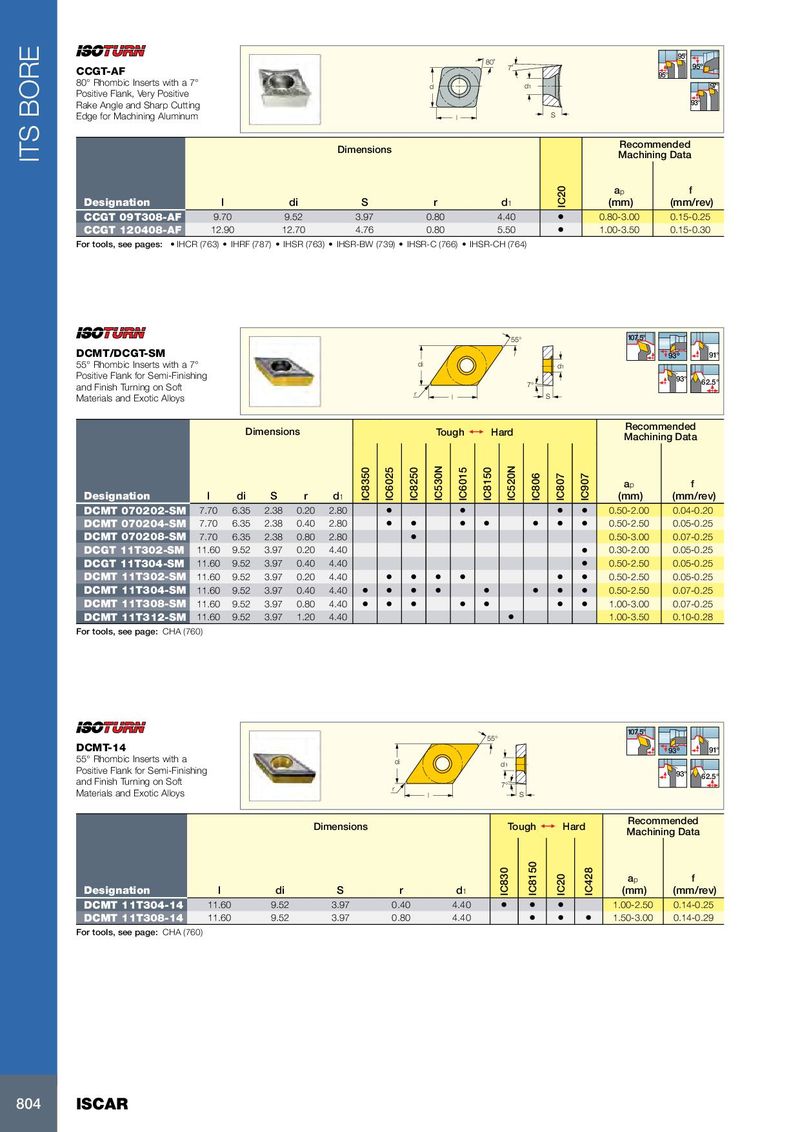
95° 80˚ 7˚ 95º CCGT-AF 95° 80° Rhombic Inserts with a 7° d d 1 97° Positive Flank, Very Positive Rake Angle and Sharp Cutting 93° Edge for Machining Aluminum l S Recommended Dimensions Machining Data ITS BORE a p f Designation l di S r d 1 IC20 (mm) (mm/rev) CCGT 09T308-AF 9.70 9.52 3.97 0.80 4.40 • 0.80-3.00 0.15-0.25 CCGT 120408-AF 12.90 12.70 4.76 0.80 5.50 • 1.00-3.50 0.15-0.30 For tools, see pages: • IHCR (763) • IHRF (787) • IHSR (763) • IHSR-BW (739) • IHSR-C (766) • IHSR-CH (764) 55° 107.5° DCMT/DCGT-SM 93º 91° 55° Rhombic Inserts with a 7° di d 1 Positive Flank for Semi-Finishing 93° and Finish Turning on Soft 7° 62.5° r Materials and Exotic Alloys l S Recommended Dimensions Tough 1 Hard Machining Data a p f Designation l di S r d 1 IC8350 IC6025 IC8250 IC530N IC6015 IC8150 IC520N IC806 IC807 IC907 (mm) (mm/rev) DCMT 070202-SM 7.70 6.35 2.38 0.20 2.80 • • • • 0.50-2.00 0.04-0.20 DCMT 070204-SM 7.70 6.35 2.38 0.40 2.80 • • • • • • • 0.50-2.50 0.05-0.25 DCMT 070208-SM 7.70 6.35 2.38 0.80 2.80 • 0.50-3.00 0.07-0.25 DCGT 11T302-SM 11.60 9.52 3.97 0.20 4.40 • 0.30-2.00 0.05-0.25 DCGT 11T304-SM 11.60 9.52 3.97 0.40 4.40 • 0.50-2.50 0.05-0.25 DCMT 11T302-SM 11.60 9.52 3.97 0.20 4.40 • • • • • • 0.50-2.50 0.05-0.25 DCMT 11T304-SM 11.60 9.52 3.97 0.40 4.40 • • • • • • • • 0.50-2.50 0.07-0.25 DCMT 11T308-SM 11.60 9.52 3.97 0.80 4.40 • • • • • • • 1.00-3.00 0.07-0.25 DCMT 11T312-SM 11.60 9.52 3.97 1.20 4.40 • 1.00-3.50 0.10-0.28 For tools, see page: CHA (760) 107.5° 55° DCMT-14 93º 91° 55° Rhombic Inserts with a di d 1 Positive Flank for Semi-Finishing 93° 62.5° and Finish Turning on Soft r 7° Materials and Exotic Alloys l S Recommended Dimensions Tough 1 Hard Machining Data a p f Designation l di S r d 1 IC830 IC8150 IC20 IC428 (mm) (mm/rev) DCMT 11T304-14 11.60 9.52 3.97 0.40 4.40 • • • 1.00-2.50 0.14-0.25 DCMT 11T308-14 11.60 9.52 3.97 0.80 4.40 • • • 1.50-3.00 0.14-0.29 For tools, see page: CHA (760) 804 ISCAR