Каталог Iscar вращающийся инструмент 2017 - страница 704
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022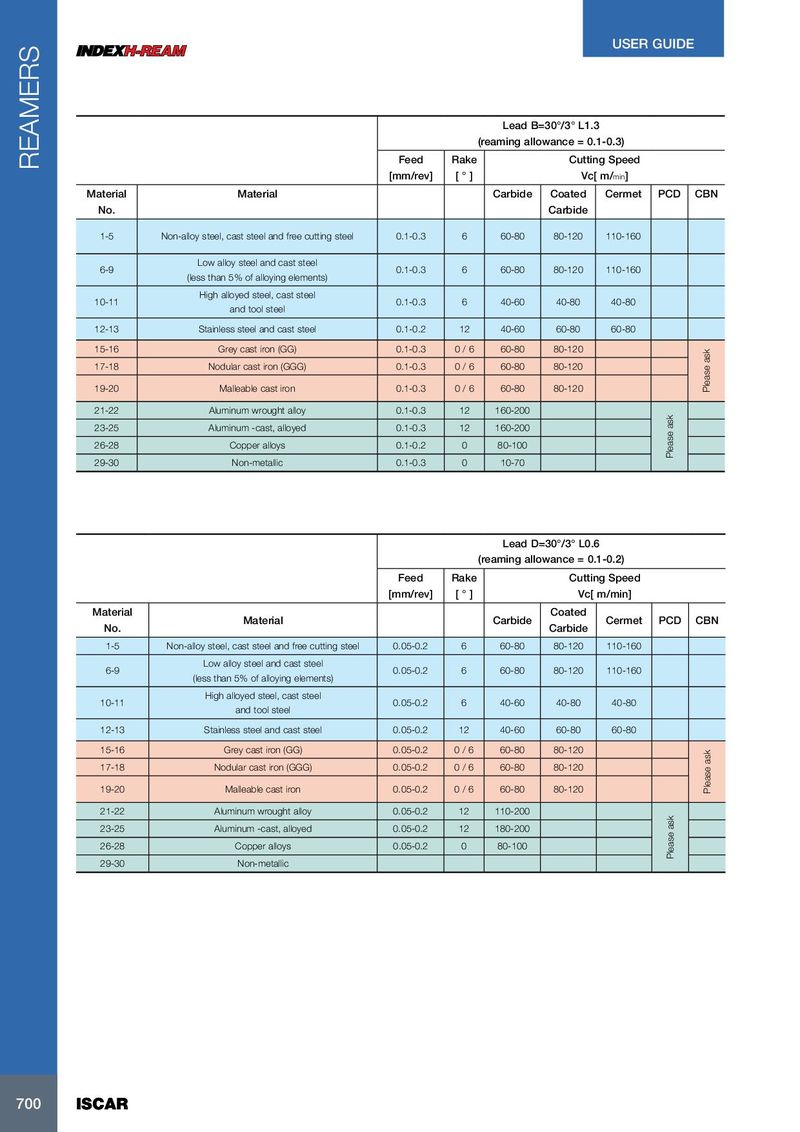
USER GUIDE Lead B=30°/3° L1.3 (reaming allowance = 0.1-0.3) Feed Rake Cutting Speed REAMERS [mm/rev] [ ° ] Vc[ m/ min ] Material Material Carbide Coated Cermet PCD CBN No. Carbide 1-5 Non-alloy steel, cast steel and free cutting steel 0.1-0.3 6 60-80 80-120 110-160 Low alloy steel and cast steel 6-9 0.1-0.3 6 60-80 80-120 110-160 (less than 5% of alloying elements) High alloyed steel, cast steel 10-11 0.1-0.3 6 40-60 40-80 40-80 and tool steel 12-13 Stainless steel and cast steel 0.1-0.2 12 40-60 60-80 60-80 15-16 Grey cast iron (GG) 0.1-0.3 0 / 6 60-80 80-120 17-18 Nodular cast iron (GGG) 0.1-0.3 0 / 6 60-80 80-120 19-20 Malleable cast iron 0.1-0.3 0 / 6 60-80 80-120 Please ask 21-22 Aluminum wrought alloy 0.1-0.3 12 160-200 23-25 Aluminum -cast, alloyed 0.1-0.3 12 160-200 26-28 Copper alloys 0.1-0.2 0 80-100 Please ask 29-30 Non-metallic 0.1-0.3 0 10-70 Lead D=30°/3° L0.6 (reaming allowance = 0.1-0.2) Feed Rake Cutting Speed [mm/rev] [ ° ] Vc[ m/min] Material Coated Material Carbide Cermet PCD CBN No. Carbide 1-5 Non-alloy steel, cast steel and free cutting steel 0.05-0.2 6 60-80 80-120 110-160 Low alloy steel and cast steel 6-9 0.05-0.2 6 60-80 80-120 110-160 (less than 5% of alloying elements) High alloyed steel, cast steel 10-11 0.05-0.2 6 40-60 40-80 40-80 and tool steel 12-13 Stainless steel and cast steel 0.05-0.2 12 40-60 60-80 60-80 15-16 Grey cast iron (GG) 0.05-0.2 0 / 6 60-80 80-120 17-18 Nodular cast iron (GGG) 0.05-0.2 0 / 6 60-80 80-120 19-20 Malleable cast iron 0.05-0.2 0 / 6 60-80 80-120 Please ask 21-22 Aluminum wrought alloy 0.05-0.2 12 110-200 23-25 Aluminum -cast, alloyed 0.05-0.2 12 180-200 26-28 Copper alloys 0.05-0.2 0 80-100 Please ask 29-30 Non-metallic 700 700 ISCAR ISCAR