Каталог Iscar вращающийся инструмент 2017 - страница 666
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022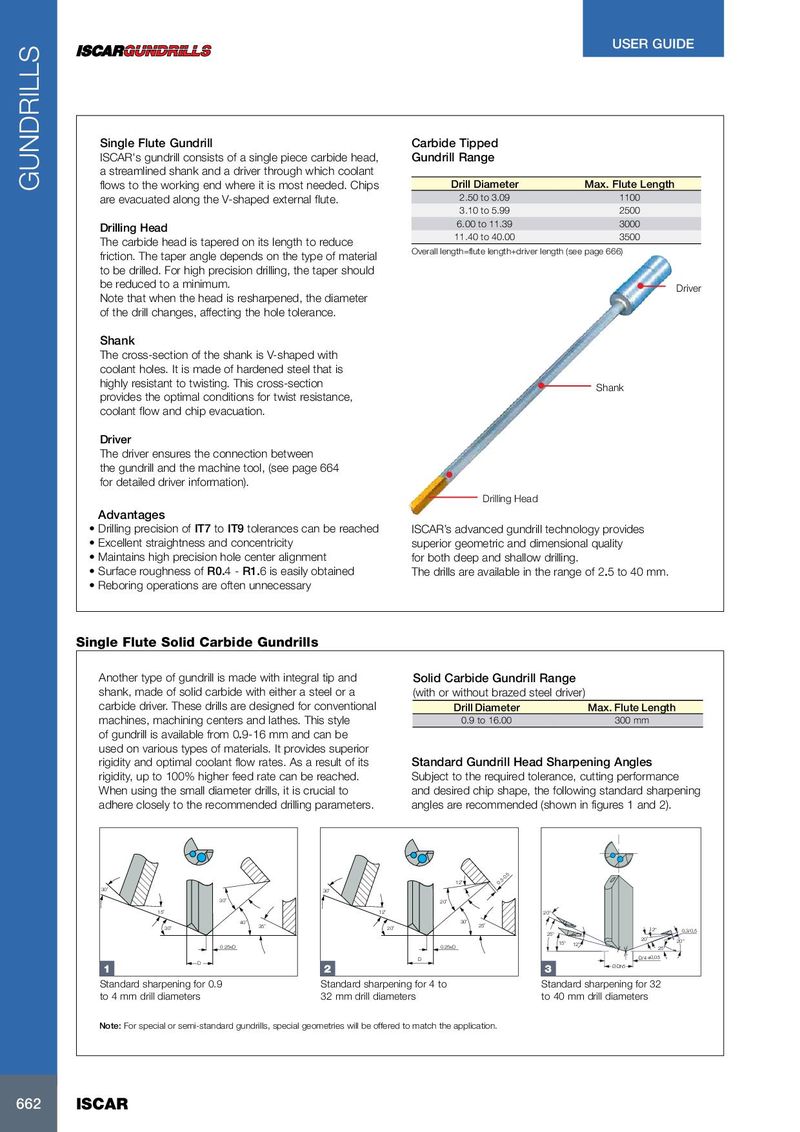
USER GUIDE Single Flute Gundrill Carbide Tipped ISCAR's gundrill consists of a single piece carbide head, Gundrill Range a streamlined shank and a driver through which coolant flows to the working end where it is most needed. Chips Drill Diameter Max. Flute Length are evacuated along the V-shaped external flute. 2.50 to 3.09 1100 3.10 to 5.99 2500 6.00 to 11.39 3000 Drilling Head 11.40 to 40.00 3500 The carbide head is tapered on its length to reduce Overall length=flute length+driver length (see page 666) friction. The taper angle depends on the type of material to be drilled. For high precision drilling, the taper should be reduced to a minimum. Driver Note that when the head is resharpened, the diameter of the drill changes, affecting the hole tolerance. Shank The cross-section of the shank is V-shaped with coolant holes. It is made of hardened steel that is highly resistant to twisting. This cross-section Shank provides the optimal conditions for twist resistance, coolant flow and chip evacuation. Driver The driver ensures the connection between the gundrill and the machine tool, (see page 664 for detailed driver information). Drilling Head Advantages • Drilling precision of IT7 to IT9 tolerances can be reached ISCAR’s advanced gundrill technology provides • Excellent straightness and concentricity superior geometric and dimensional quality • Maintains high precision hole center alignment for both deep and shallow drilling. • Surface roughness of R0.4 - R1.6 is easily obtained The drills are available in the range of 2.5 to 40 mm. • Reboring operations are often unnecessary Single Flute Solid Carbide Gundrills GUNDRILLS Another type of gundrill is made with integral tip and Solid Carbide Gundrill Range shank, made of solid carbide with either a steel or a (with or without brazed steel driver) carbide driver. These drills are designed for conventional Drill Diameter Max. Flute Length machines, machining centers and lathes. This style 0.9 to 16.00 300 mm of gundrill is available from 0.9-16 mm and can be used on various types of materials. It provides superior rigidity and optimal coolant flow rates. As a result of its Standard Gundrill Head Sharpening Angles rigidity, up to 100% higher feed rate can be reached. Subject to the required tolerance, cutting performance When using the small diameter drills, it is crucial to and desired chip shape, the following standard sharpening adhere closely to the recommended drilling parameters. angles are recommended (shown in figures 1 and 2). 12˚ 0.3-0.5 30˚ 30˚ 30˚ 20˚ 15˚ 12˚ 20° 40˚ 30˚ 30˚ 35˚ 20˚ 25˚ 12° 25° 0,3/0,5 0.25xD 15° 20° 12° 20° 0.25xD 25° D/4 ±0,05 D D Ø Dh5 1 2 3 Standard sharpening for 0.9 Standard sharpening for 4 to Standard sharpening for 32 to 4 mm drill diameters 32 mm drill diameters to 40 mm drill diameters Note: For special or semi-standard gundrills, special geometries will be offered to match the application. 662 ISCAR