Каталог Iscar вращающийся инструмент 2017 - страница 547
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022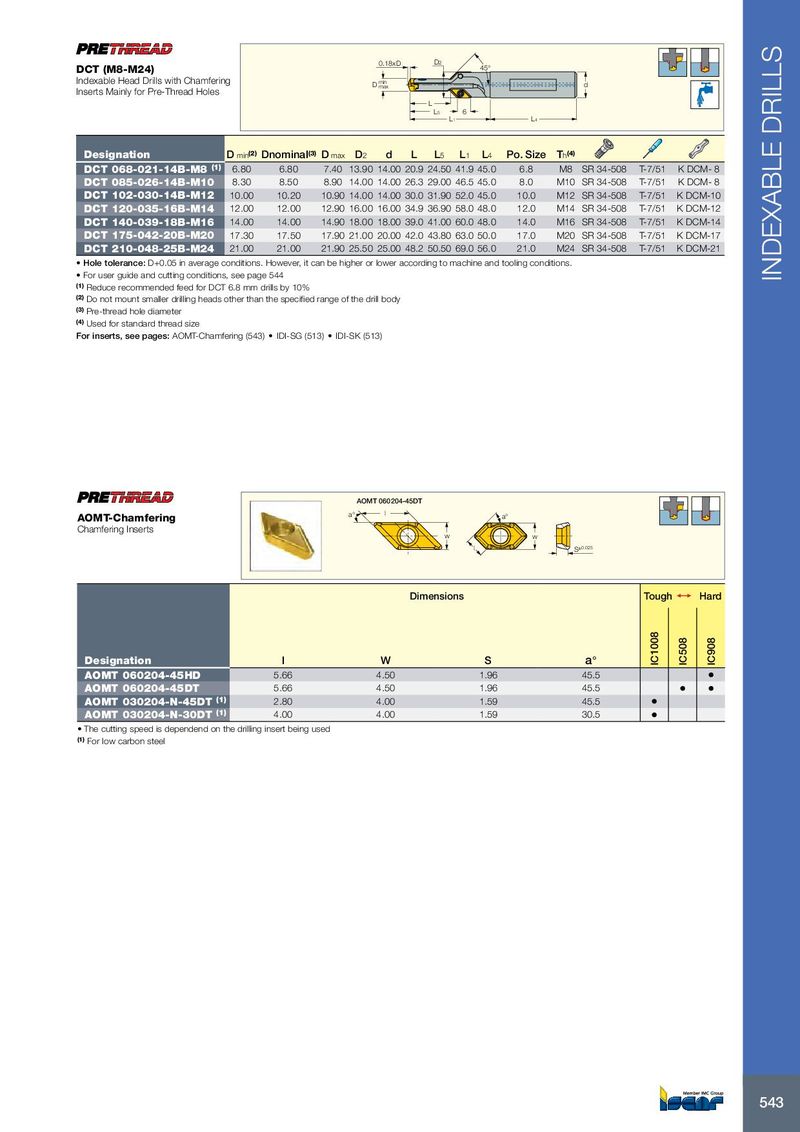
0.18xD D2 DCT (M8-M24) 45° Indexable Head Drills with Chamfering D min max d Inserts Mainly for Pre-Thread Holes L L5 6 L1 L4 Designation D min (2) Dnominal (3) D max D 2 d L L 5 L 1 L 4 Po. Size T h (4) DCT 068-021-14B-M8 (1) 6.80 6.80 7.40 13.90 14.00 20.9 24.50 41.9 45.0 6.8 M8 SR 34-508 T-7/51 K DCM- 8 DCT 085-026-14B-M10 8.30 8.50 8.90 14.00 14.00 26.3 29.00 46.5 45.0 8.0 M10 SR 34-508 T-7/51 K DCM- 8 DCT 102-030-14B-M12 10.00 10.20 10.90 14.00 14.00 30.0 31.90 52.0 45.0 10.0 M12 SR 34-508 T-7/51 K DCM-10 DCT 120-035-16B-M14 12.00 12.00 12.90 16.00 16.00 34.9 36.90 58.0 48.0 12.0 M14 SR 34-508 T-7/51 K DCM-12 DCT 140-039-18B-M16 14.00 14.00 14.90 18.00 18.00 39.0 41.00 60.0 48.0 14.0 M16 SR 34-508 T-7/51 K DCM-14 DCT 175-042-20B-M20 17.30 17.50 17.90 21.00 20.00 42.0 43.80 63.0 50.0 17.0 M20 SR 34-508 T-7/51 K DCM-17 DCT 210-048-25B-M24 21.00 21.00 21.90 25.50 25.00 48.2 50.50 69.0 56.0 21.0 M24 SR 34-508 T-7/51 K DCM-21 • Hole tolerance: D+0.05 in average conditions. However, it can be higher or lower according to machine and tooling conditions. • For user guide and cutting conditions, see page 544 INDEXABLE DRILLS (1) Reduce recommended feed for DCT 6.8 mm drills by 10% (2) Do not mount smaller drilling heads other than the specified range of the drill body (3) Pre-thread hole diameter (4) Used for standard thread size For inserts, see pages: AOMT-Chamfering (543) • IDI-SG (513) • IDI-SK (513) AOMT 060204-45DT a° l AOMT-Chamfering a° Chamfering Inserts w w l S ± 0.025 Dimensions Tough 1 Hard Designation l W S a° IC1008 IC508 IC908 AOMT 060204-45HD 5.66 4.50 1.96 45.5 • AOMT 060204-45DT 5.66 4.50 1.96 45.5 • • AOMT 030204-N-45DT (1) 2.80 4.00 1.59 45.5 • AOMT 030204-N-30DT (1) 4.00 4.00 1.59 30.5 • • The cutting speed is dependend on the drilling insert being used (1) For low carbon steel 543