Каталог Iscar вращающийся инструмент 2017 - страница 546
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022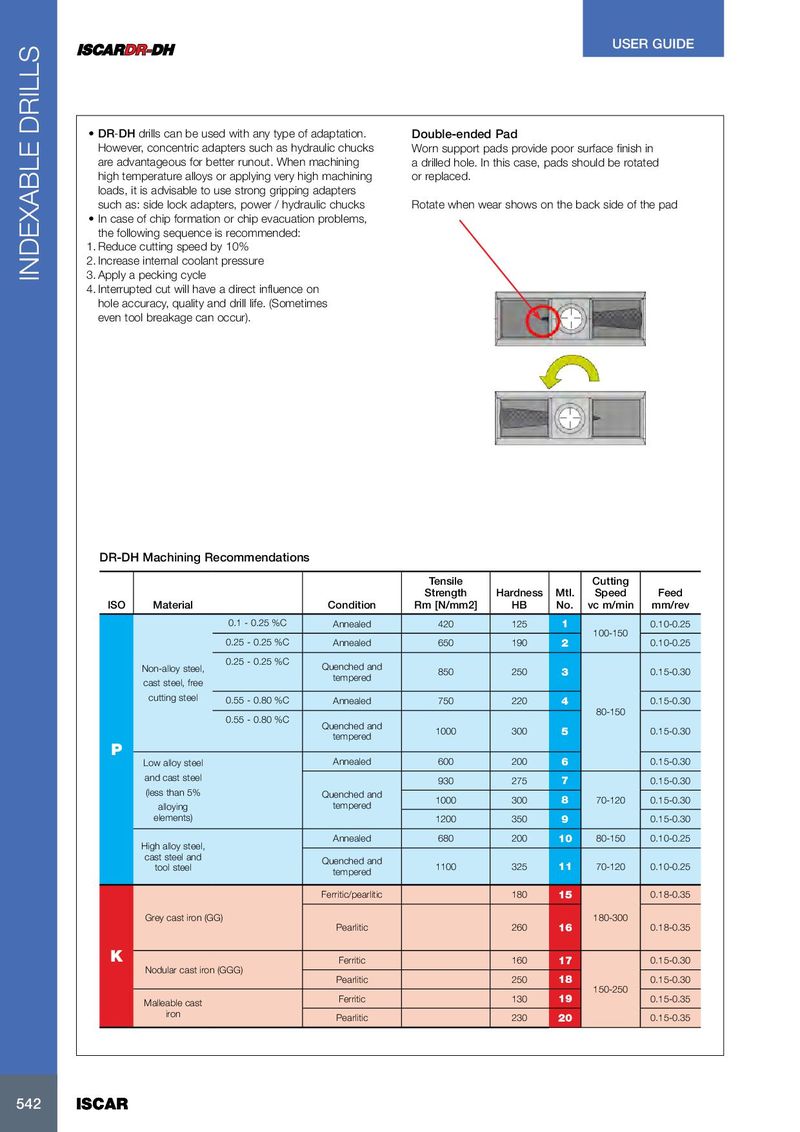
USER GUIDE • DR-DH drills can be used with any type of adaptation. Double-ended Pad However, concentric adapters such as hydraulic chucks Worn support pads provide poor surface finish in are advantageous for better runout. When machining a drilled hole. In this case, pads should be rotated high temperature alloys or applying very high machining or replaced. loads, it is advisable to use strong gripping adapters such as: side lock adapters, power / hydraulic chucks Rotate when wear shows on the back side of the pad • In case of chip formation or chip evacuation problems, the following sequence is recommended: 1. Reduce cutting speed by 10% 2. Increase internal coolant pressure INDEXABLE DRILLS 3. Apply a pecking cycle 4. Interrupted cut will have a direct influence on hole accuracy, quality and drill life. (Sometimes even tool breakage can occur). DR-DH Machining Recommendations Tensile Cutting Strength Hardness Mtl. Speed Feed ISO Material Condition Rm [N/mm2] HB No. vc m/min mm/rev 0.1 - 0.25 %C Annealed 420 125 1 0.10-0.25 100-150 0.25 - 0.25 %C Annealed 650 190 2 0.10-0.25 0.25 - 0.25 %C Non-alloy steel, Quenched and 850 250 3 0.15-0.30 tempered cast steel, free cutting steel 0.55 - 0.80 %C Annealed 750 220 4 0.15-0.30 80-150 0.55 - 0.80 %C Quenched and 1000 300 5 0.15-0.30 tempered P Low alloy steel Annealed 600 200 6 0.15-0.30 and cast steel 930 275 7 0.15-0.30 (less than 5% Quenched and 1000 300 8 70-120 0.15-0.30 alloying tempered elements) 1200 350 9 0.15-0.30 Annealed 680 200 10 80-150 0.10-0.25 High alloy steel, cast steel and Quenched and tool steel 1100 325 11 70-120 0.10-0.25 tempered Ferritic/pearlitic 180 15 0.18-0.35 Grey cast iron (GG) 180-300 Pearlitic 260 16 0.18-0.35 K Ferritic 160 17 0.15-0.30 Nodular cast iron (GGG) Pearlitic 250 18 0.15-0.30 150-250 Ferritic 130 0.15-0.35 Malleable cast 19 iron Pearlitic 230 20 0.15-0.35 542 542 ISCAR ISCAR