Каталог Iscar вращающийся инструмент 2017 - страница 463
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022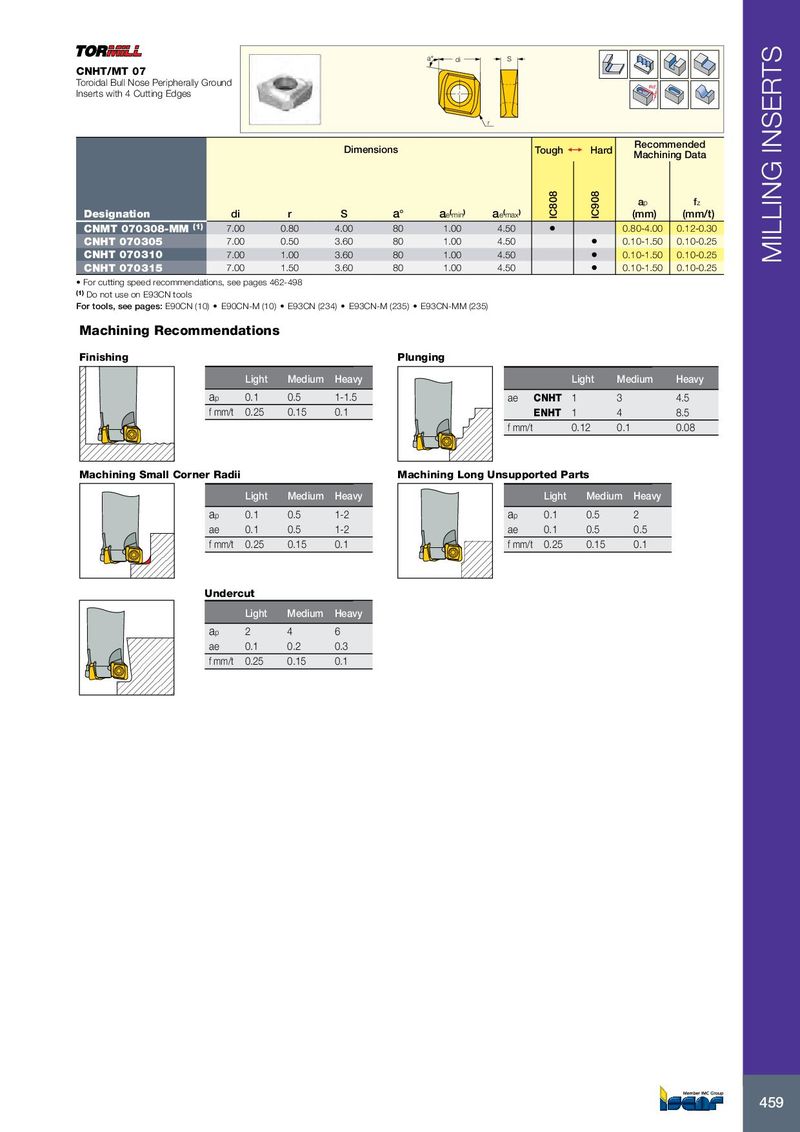
a° di S CNHT/MT 07 Toroidal Bull Nose Peripherally Ground Rd° Inserts with 4 Cutting Edges r Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation di r S a° a e ( min ) a e ( max ) IC808 IC908 (mm) (mm/t) CNMT 070308-MM (1) 7.00 0.80 4.00 80 1.00 4.50 • 0.80-4.00 0.12-0.30 CNHT 070305 7.00 0.50 3.60 80 1.00 4.50 • 0.10-1.50 0.10-0.25 CNHT 070310 7.00 1.00 3.60 80 1.00 4.50 • 0.10-1.50 0.10-0.25 MILLING INSERTS CNHT 070315 7.00 1.50 3.60 80 1.00 4.50 • 0.10-1.50 0.10-0.25 • For cutting speed recommendations, see pages 462-498 (1) Do not use on E93CN tools For tools, see pages: E90CN (10) • E90CN-M (10) • E93CN (234) • E93CN-M (235) • E93CN-MM (235) Machining Recommendations Finishing Plunging Light Medium Heavy Light Medium Heavy ap 0.1 0.5 1-1.5 ae CNHT 1 3 4.5 f mm/t 0.25 0.15 0.1 ENHT 1 4 8.5 f mm/t 0.12 0.1 0.08 Machining Small Corner Radii Machining Long Unsupported Parts Light Medium Heavy Light Medium Heavy ap 0.1 0.5 1-2 ap 0.1 0.5 2 ae 0.1 0.5 1-2 ae 0.1 0.5 0.5 f mm/t 0.25 0.15 0.1 f mm/t 0.25 0.15 0.1 Undercut Light Medium Heavy ap 2 4 6 ae 0.1 0.2 0.3 f mm/t 0.25 0.15 0.1 459