Каталог Iscar вращающийся инструмент 2017 - страница 460
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022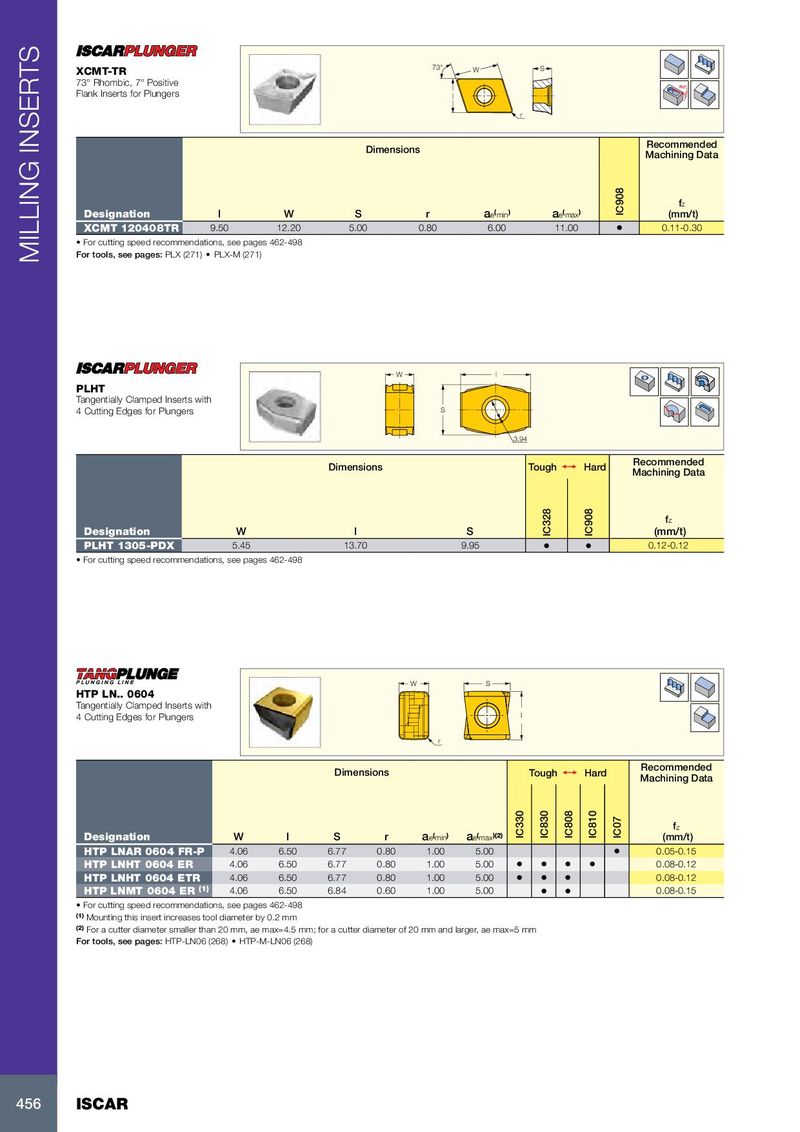
73° XCMT-TR W S 73° Rhombic, 7° Positive Rd° Flank Inserts for Plungers l r Recommended Dimensions Machining Data f z Designation l W S r a e ( min ) a e ( max ) IC908 (mm/t) XCMT 120408TR 9.50 12.20 5.00 0.80 6.00 11.00 • 0.11-0.30 • For cutting speed recommendations, see pages 462-498 For tools, see pages: PLX (271) • PLX-M (271) MILLING INSERTS W l PLHT Tangentially Clamped Inserts with 4 Cutting Edges for Plungers S 3.94 Recommended Dimensions Tough 1 Hard Machining Data f z Designation W l S IC328 IC908 (mm/t) PLHT 1305-PDX 5.45 13.70 9.95 • • 0.12-0.12 • For cutting speed recommendations, see pages 462-498 W S HTP LN.. 0604 Tangentially Clamped Inserts with 4 Cutting Edges for Plungers I r Recommended Dimensions Tough 1 Hard Machining Data f z Designation W l S r a e ( min ) a e ( max )(2) IC330 IC830 IC808 IC810 IC07 (mm/t) HTP LNAR 0604 FR-P 4.06 6.50 6.77 0.80 1.00 5.00 • 0.05-0.15 HTP LNHT 0604 ER 4.06 6.50 6.77 0.80 1.00 5.00 • • • • 0.08-0.12 HTP LNHT 0604 ETR 4.06 6.50 6.77 0.80 1.00 5.00 • • • 0.08-0.12 HTP LNMT 0604 ER (1) 4.06 6.50 6.84 0.60 1.00 5.00 • • 0.08-0.15 • For cutting speed recommendations, see pages 462-498 (1) Mounting this insert increases tool diameter by 0.2 mm (2) For a cutter diameter smaller than 20 mm, ae max=4.5 mm; for a cutter diameter of 20 mm and larger, ae max=5 mm For tools, see pages: HTP-LN06 (268) • HTP-M-LN06 (268) 456 ISCAR