Каталог Iscar вращающийся инструмент 2017 - страница 439
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022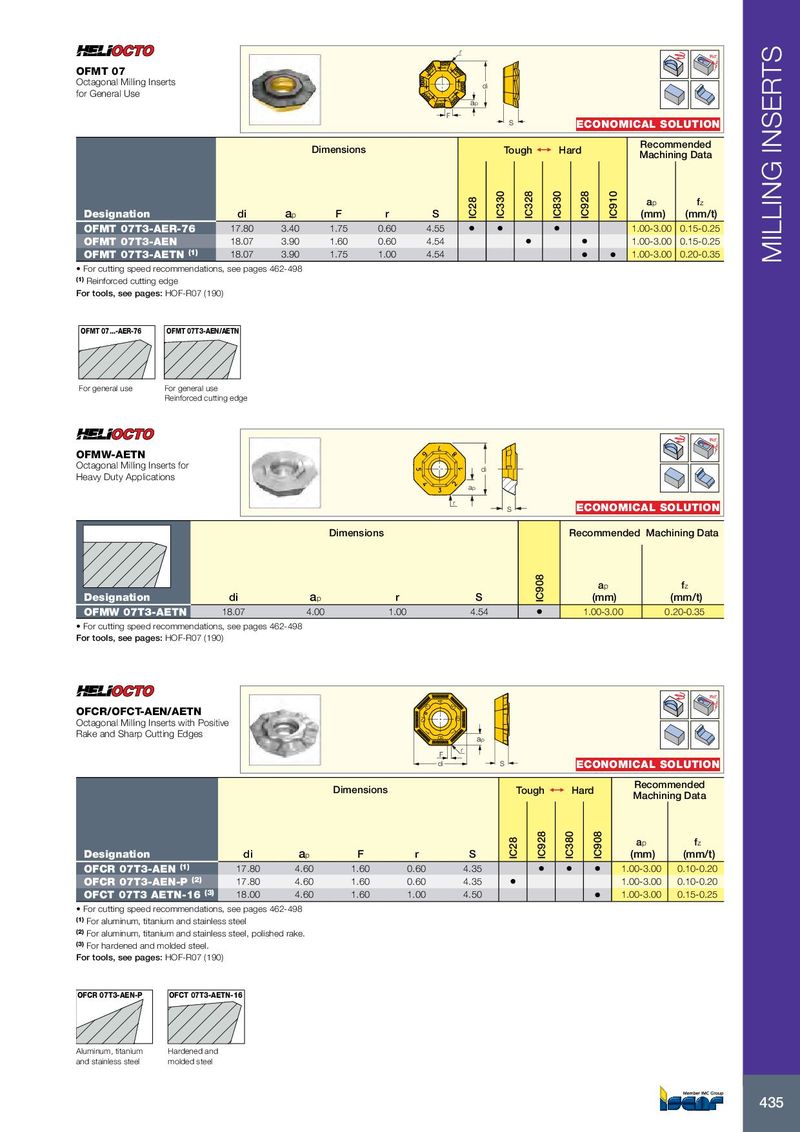
r Rd° OFMT 07 Octagonal Milling Inserts di for General Use ap F S ECONOMICAL SOLUTION Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation di a p F r S IC28 IC330 IC328 IC830 IC928 IC910 (mm) (mm/t) OFMT 07T3-AER-76 17.80 3.40 1.75 0.60 4.55 • • • 1.00-3.00 0.15-0.25 OFMT 07T3-AEN 18.07 3.90 1.60 0.60 4.54 • • 1.00-3.00 0.15-0.25 OFMT 07T3-AETN (1) 18.07 3.90 1.75 1.00 4.54 • • 1.00-3.00 0.20-0.35 MILLING INSERTS • For cutting speed recommendations, see pages 462-498 (1) Reinforced cutting edge For tools, see pages: HOF-R07 (190) OFMT 07...-AER-76 OFMT 07T3-AEN/AETN For general use For general use Reinforced cutting edge Rd° OFMW-AETN Octagonal Milling Inserts for di Heavy Duty Applications ap r S ECONOMICAL SOLUTION Dimensions Recommended Machining Data a p f z Designation di a p r S IC908 (mm) (mm/t) OFMW 07T3-AETN 18.07 4.00 1.00 4.54 • 1.00-3.00 0.20-0.35 • For cutting speed recommendations, see pages 462-498 For tools, see pages: HOF-R07 (190) Rd° 3 4 5 OFCR/OFCT-AEN/AETN 2 6 Octagonal Milling Inserts with Positive 1 Rake and Sharp Cutting Edges 8 7 ap r F di S ECONOMICAL SOLUTION Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation di a p F r S IC28 IC928 IC380 IC908 (mm) (mm/t) OFCR 07T3-AEN (1) 17.80 4.60 1.60 0.60 4.35 • • • 1.00-3.00 0.10-0.20 OFCR 07T3-AEN-P (2) 17.80 4.60 1.60 0.60 4.35 • 1.00-3.00 0.10-0.20 OFCT 07T3 AETN-16 (3) 18.00 4.60 1.60 1.00 4.50 • 1.00-3.00 0.15-0.25 • For cutting speed recommendations, see pages 462-498 (1) For aluminum, titanium and stainless steel (2) For aluminum, titanium and stainless steel, polished rake. (3) For hardened and molded steel. For tools, see pages: HOF-R07 (190) OFCR 07T3-AEN-P OFCT 07T3-AETN-16 Aluminum, titanium Hardened and and stainless steel molded steel 435