Каталог Iscar вращающийся инструмент 2017 - страница 414
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022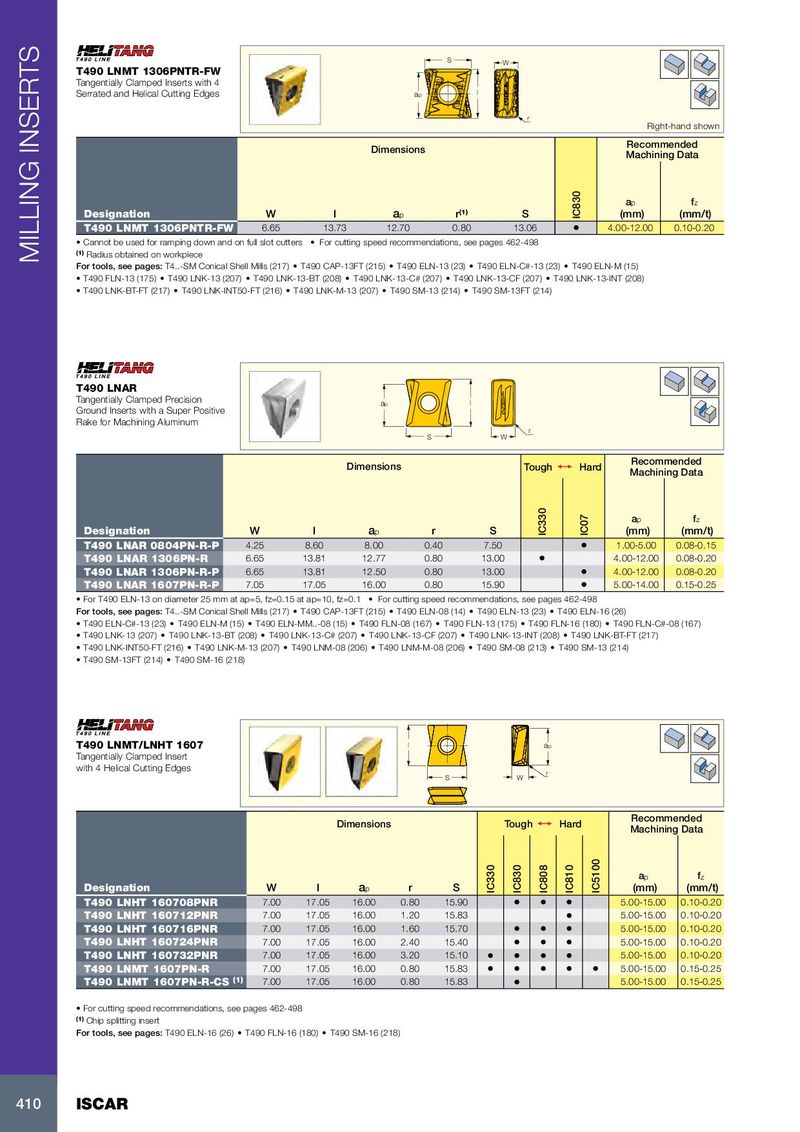
S W T490 LNMT 1306PNTR-FW Tangentially Clamped Inserts with 4 Serrated and Helical Cutting Edges ap l r Right-hand shown Recommended Dimensions Machining Data a p f z Designation W l a p r (1) S IC830 (mm) (mm/t) T490 LNMT 1306PNTR-FW 6.65 13.73 12.70 0.80 13.06 • 4.00-12.00 0.10-0.20 • Cannot be used for ramping down and on full slot cutters • For cutting speed recommendations, see pages 462-498 (1) Radius obtained on workpiece MILLING INSERTS For tools, see pages: T4..-SM Conical Shell Mills (217) • T490 CAP-13FT (215) • T490 ELN-13 (23) • T490 ELN-C#-13 (23) • T490 ELN-M (15) • T490 FLN-13 (175) • T490 LNK-13 (207) • T490 LNK-13-BT (208) • T490 LNK-13-C# (207) • T490 LNK-13-CF (207) • T490 LNK-13-INT (208) • T490 LNK-BT-FT (217) • T490 LNK-INT50-FT (216) • T490 LNK-M-13 (207) • T490 SM-13 (214) • T490 SM-13FT (214) T490 LNAR Tangentially Clamped Precision ap l Ground Inserts with a Super Positive Rake for Machining Aluminum r S W Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l a p r S IC330 IC07 (mm) (mm/t) T490 LNAR 0804PN-R-P 4.25 8.60 8.00 0.40 7.50 • 1.00-5.00 0.08-0.15 T490 LNAR 1306PN-R 6.65 13.81 12.77 0.80 13.00 • 4.00-12.00 0.08-0.20 T490 LNAR 1306PN-R-P 6.65 13.81 12.50 0.80 13.00 • 4.00-12.00 0.08-0.20 T490 LNAR 1607PN-R-P 7.05 17.05 16.00 0.80 15.90 • 5.00-14.00 0.15-0.25 • For T490 ELN-13 on diameter 25 mm at ap=5, fz=0.15 at ap=10, fz=0.1 • For cutting speed recommendations, see pages 462-498 For tools, see pages: T4..-SM Conical Shell Mills (217) • T490 CAP-13FT (215) • T490 ELN-08 (14) • T490 ELN-13 (23) • T490 ELN-16 (26) • T490 ELN-C#-13 (23) • T490 ELN-M (15) • T490 ELN-MM..-08 (15) • T490 FLN-08 (167) • T490 FLN-13 (175) • T490 FLN-16 (180) • T490 FLN-C#-08 (167) • T490 LNK-13 (207) • T490 LNK-13-BT (208) • T490 LNK-13-C# (207) • T490 LNK-13-CF (207) • T490 LNK-13-INT (208) • T490 LNK-BT-FT (217) • T490 LNK-INT50-FT (216) • T490 LNK-M-13 (207) • T490 LNM-08 (206) • T490 LNM-M-08 (206) • T490 SM-08 (213) • T490 SM-13 (214) • T490 SM-13FT (214) • T490 SM-16 (218) T490 LNMT/LNHT 1607 l ap Tangentially Clamped Insert with 4 Helical Cutting Edges r S W Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation W l a p r S IC330 IC830 IC808 IC810 IC5100 (mm) (mm/t) T490 LNHT 160708PNR 7.00 17.05 16.00 0.80 15.90 • • • 5.00-15.00 0.10-0.20 T490 LNHT 160712PNR 7.00 17.05 16.00 1.20 15.83 • 5.00-15.00 0.10-0.20 T490 LNHT 160716PNR 7.00 17.05 16.00 1.60 15.70 • • • 5.00-15.00 0.10-0.20 T490 LNHT 160724PNR 7.00 17.05 16.00 2.40 15.40 • • • 5.00-15.00 0.10-0.20 T490 LNHT 160732PNR 7.00 17.05 16.00 3.20 15.10 • • • • 5.00-15.00 0.10-0.20 T490 LNMT 1607PN-R 7.00 17.05 16.00 0.80 15.83 • • • • • 5.00-15.00 0.15-0.25 T490 LNMT 1607PN-R-CS (1) 7.00 17.05 16.00 0.80 15.83 • 5.00-15.00 0.15-0.25 • For cutting speed recommendations, see pages 462-498 (1) Chip splitting insert For tools, see pages: T490 ELN-16 (26) • T490 FLN-16 (180) • T490 SM-16 (218) 410 ISCAR