Каталог Iscar вращающийся инструмент 2017 - страница 409
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022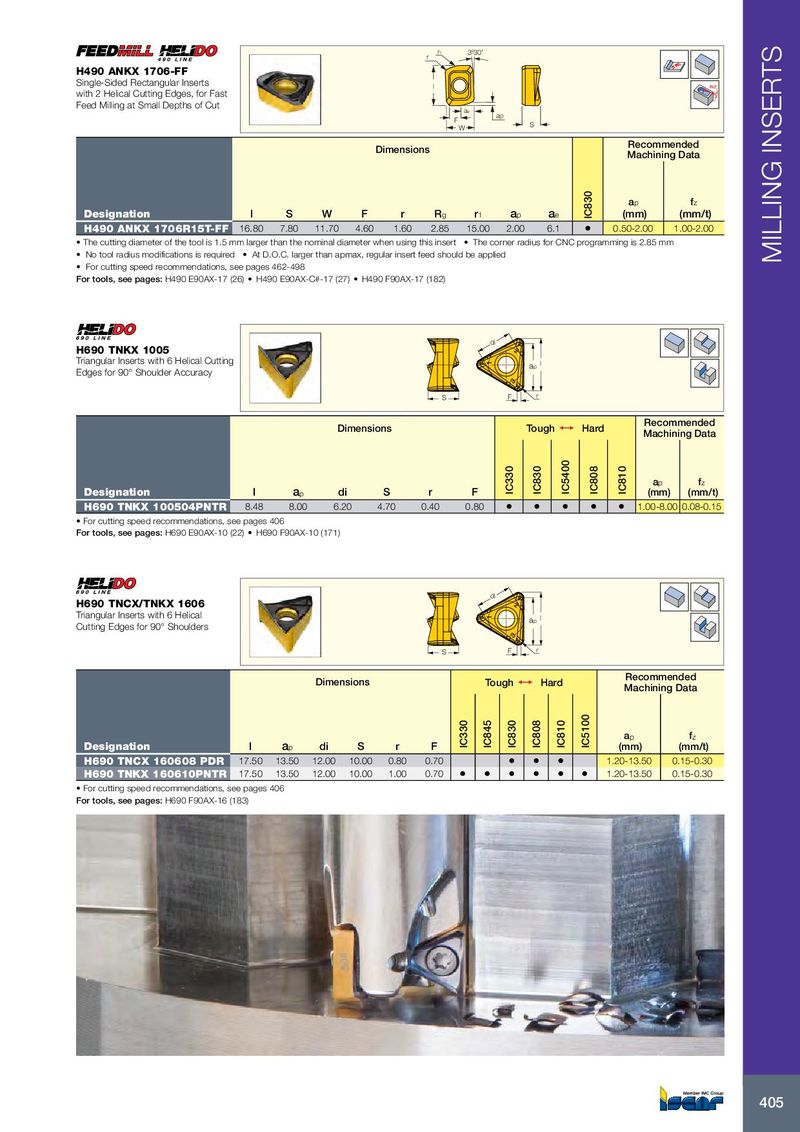
r1 3º30’ r H490 ANKX 1706-FF Single-Sided Rectangular Inserts l Rd° with 2 Helical Cutting Edges, for Fast Feed Milling at Small Depths of Cut ae ap F W S Recommended Dimensions Machining Data a p f z Designation l S W F r R g r 1 a p a e IC830 (mm) (mm/t) H490 ANKX 1706R15T-FF 16.80 7.80 11.70 4.60 1.60 2.85 15.00 2.00 6.1 • 0.50-2.00 1.00-2.00 • The cutting diameter of the tool is 1.5 mm larger than the nominal diameter when using this insert • The corner radius for CNC programming is 2.85 mm • No tool radius modifications is required • At D.O.C. larger than apmax, regular insert feed should be applied MILLING INSERTS • For cutting speed recommendations, see pages 462-498 For tools, see pages: H490 E90AX-17 (26) • H490 E90AX-C#-17 (27) • H490 F90AX-17 (182) di H690 TNKX 1005 2 Triangular Inserts with 6 Helical Cutting 1 ap l Edges for 90° Shoulder Accuracy 3 S F r Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation l a p di S r F IC330 IC830 IC5400 IC808 IC810 (mm) (mm/t) H690 TNKX 100504PNTR 8.48 8.00 6.20 4.70 0.40 0.80 • • • • • 1.00-8.00 0.08-0.15 • For cutting speed recommendations, see pages 406 For tools, see pages: H690 E90AX-10 (22) • H690 F90AX-10 (171) di H690 TNCX/TNKX 1606 2 Triangular Inserts with 6 Helical 1 ap l Cutting Edges for 90° Shoulders 3 S F r Recommended Dimensions Tough 1 Hard Machining Data a p f z Designation l a p di S r F IC330 IC845 IC830 IC808 IC810 IC5100 (mm) (mm/t) H690 TNCX 160608 PDR 17.50 13.50 12.00 10.00 0.80 0.70 • • • 1.20-13.50 0.15-0.30 H690 TNKX 160610PNTR 17.50 13.50 12.00 10.00 1.00 0.70 • • • • • • 1.20-13.50 0.15-0.30 • For cutting speed recommendations, see pages 406 For tools, see pages: H690 F90AX-16 (183) 405