Каталог Iscar вращающийся инструмент 2017 - страница 269
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022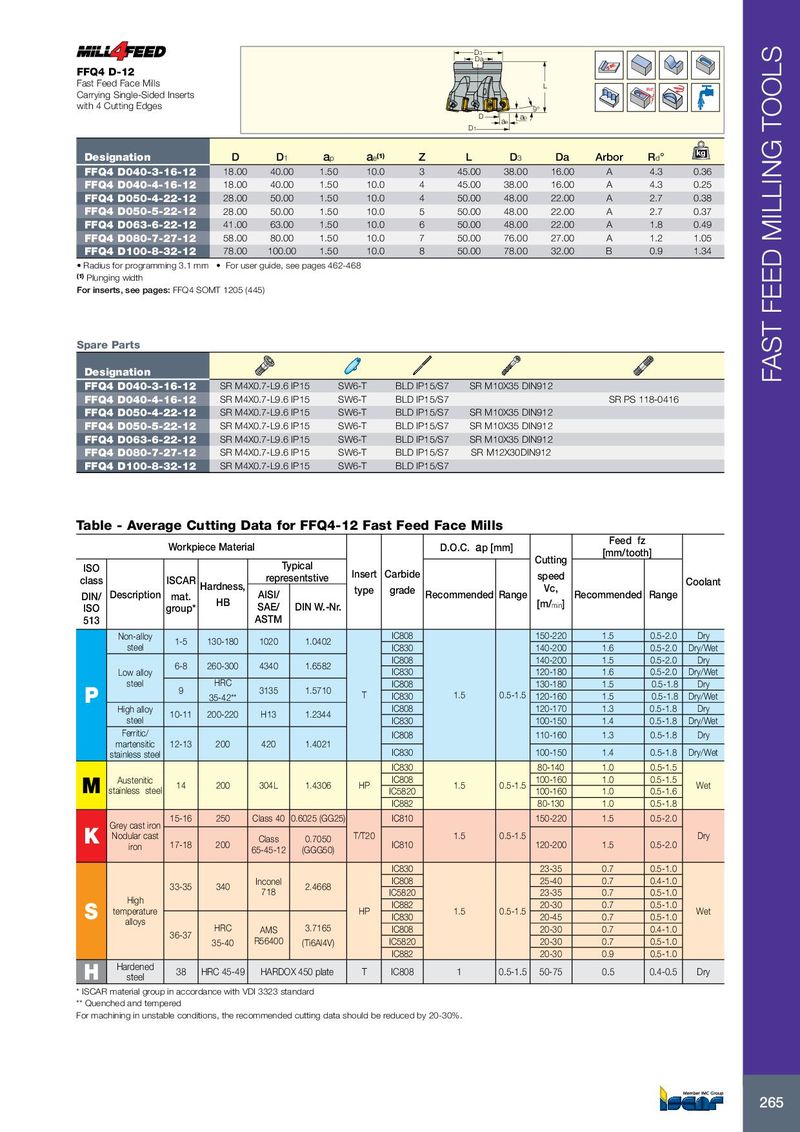
FAST FEED MILLING TOOLS D3 Da FFQ4 D-12 Fast Feed Face Mills L Rd° Carrying Single-Sided Inserts with 4 Cutting Edges 9° D ap ae D1 kg Designation D D1 ap ae(1) Z L D3 Da Arbor Rd° FFQ4 D040-3-16-12 18.00 40.00 1.50 10.0 3 45.00 38.00 16.00 A 4.3 0.36 FFQ4 D040-4-16-12 18.00 40.00 1.50 10.0 4 45.00 38.00 16.00 A 4.3 0.25 FFQ4 D050-4-22-12 28.00 50.00 1.50 10.0 4 50.00 48.00 22.00 A 2.7 0.38 FFQ4 D050-5-22-12 28.00 50.00 1.50 10.0 5 50.00 48.00 22.00 A 2.7 0.37 FFQ4 D063-6-22-12 41.00 63.00 1.50 10.0 6 50.00 48.00 22.00 A 1.8 0.49 FFQ4 D080-7-27-12 58.00 80.00 1.50 10.0 7 50.00 76.00 27.00 A 1.2 1.05 FFQ4 D100-8-32-12 78.00 100.00 1.50 10.0 8 50.00 78.00 32.00 B 0.9 1.34 • Radius for programming 3.1 mm • For user guide, see pages 462-468 (1) Plunging width For inserts, see pages: FFQ4 SOMT 1205 (445) Spare Parts Designation FFQ4 D040-3-16-12 SR M4X0.7-L9.6 IP15 SW6-T BLD IP15/S7 SR M10X35 DIN912 FFQ4 D040-4-16-12 SR M4X0.7-L9.6 IP15 SW6-T BLD IP15/S7 SR PS 118-0416 FFQ4 D050-4-22-12 SR M4X0.7-L9.6 IP15 SW6-T BLD IP15/S7 SR M10X35 DIN912 FFQ4 D050-5-22-12 SR M4X0.7-L9.6 IP15 SW6-T BLD IP15/S7 SR M10X35 DIN912 FFQ4 D063-6-22-12 SR M4X0.7-L9.6 IP15 SW6-T BLD IP15/S7 SR M10X35 DIN912 FFQ4 D080-7-27-12 SR M4X0.7-L9.6 IP15 SW6-T BLD IP15/S7 SR M12X30DIN912 FFQ4 D100-8-32-12 SR M4X0.7-L9.6 IP15 SW6-T BLD IP15/S7 Table - Average Cutting Data for FFQ4-12 Fast Feed Face Mills Feed fz Workpiece Material D.O.C. ap [mm] [mm/tooth] Cutting ISO Typical representstive Insert Carbide speed class ISCAR Coolant Hardness, type grade Vc, DIN/ Description mat. AISI/ Recommended Range Recommended Range HB SAE/ DIN W.-Nr. [m/min] ISO group* 513 ASTM Non-alloy IC808 150-220 1.5 0.5-2.0 Dry 1-5 130-180 1020 1.0402 steel IC830 140-200 1.6 0.5-2.0 Dry/Wet IC808 140-200 1.5 0.5-2.0 Dry 6-8 260-300 4340 1.6582 Low alloy IC830 120-180 1.6 0.5-2.0 Dry/Wet steel HRC IC808 130-180 1.5 0.5-1.8 Dry P High alloy 9 35-42** 3135 1.5710 T IC830 IC808 1.5 0.5-1.5 120-160 120-170 1.5 1.3 0.5-1.8 0.5-1.8 Dry/Wet Dry 10-11 200-220 H13 1.2344 steel IC830 100-150 1.4 0.5-1.8 Dry/Wet Ferritic/ IC808 110-160 1.3 0.5-1.8 Dry martensitic 12-13 200 420 1.4021 stainless steel IC830 100-150 1.4 0.5-1.8 Dry/Wet IC830 80-140 1.0 0.5-1.5 M Austenitic stainless steel 14 200 304L 1.4306 HP IC808 IC5820 1.5 0.5-1.5 100-160 100-160 1.0 1.0 0.5-1.5 0.5-1.6 Wet IC882 80-130 1.0 0.5-1.8 15-16 250 Class 40 0.6025 (GG25) IC810 150-220 1.5 0.5-2.0 Grey cast iron K Nodular cast iron 17-18 200 Class 65-45-12 0.7050 (GGG50) T/T20 IC810 1.5 0.5-1.5 120-200 1.5 0.5-2.0 Dry IC830 23-35 0.7 0.5-1.0 Inconel IC808 25-40 0.7 0.4-1.0 33-35 340 2.4668 718 IC5820 23-35 0.7 0.5-1.0 High S temperature alloys HP IC882 IC830 1.5 0.5-1.5 20-30 20-45 0.7 0.7 0.5-1.0 0.5-1.0 Wet HRC AMS 3.7165 IC808 20-30 0.7 0.4-1.0 36-37 35-40 R56400 (Ti6Al4V) IC5820 20-30 0.7 0.5-1.0 IC882 20-30 0.9 0.5-1.0 H Hardened steel 38 HRC 45-49 HARDOX 450 plate T IC808 1 0.5-1.5 50-75 0.5 0.4-0.5 Dry * ISCAR material group in accordance with VDI 3323 standard ** Quenched and tempered For machining in unstable conditions, the recommended cutting data should be reduced by 20-30%. 265