Каталог Iscar вращающийся инструмент 2017 - страница 258
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022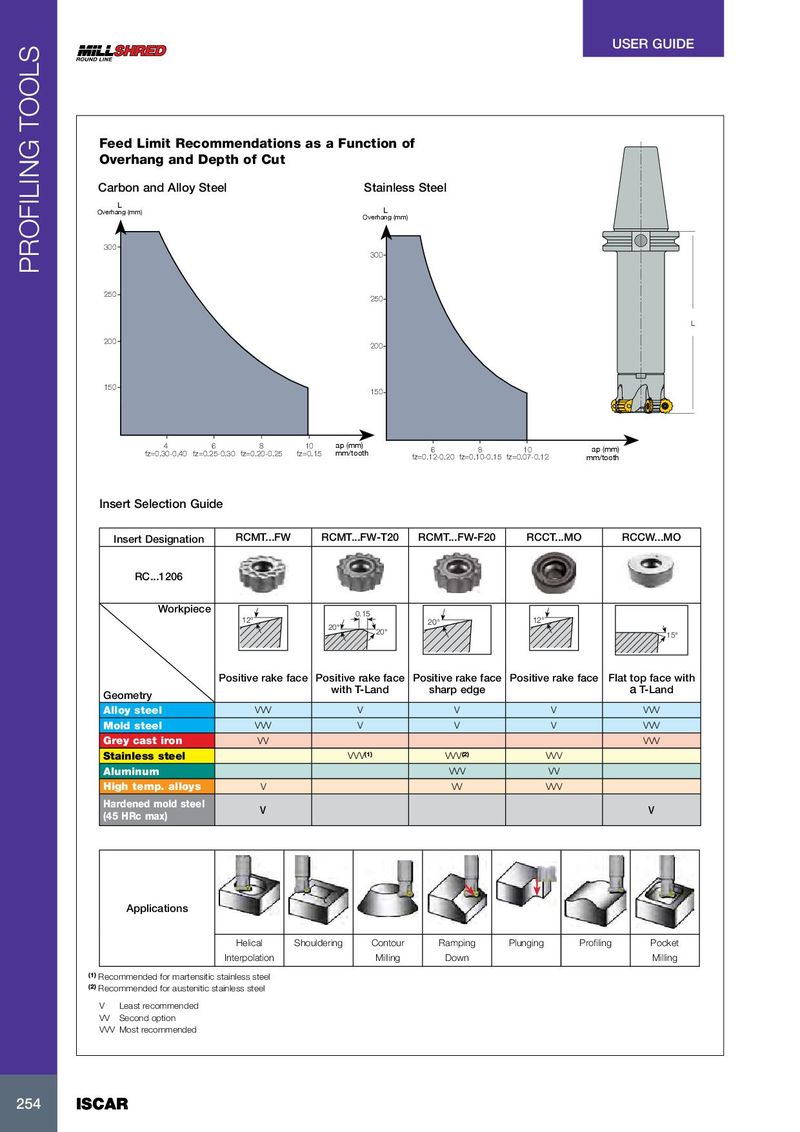
USER GUIDE PROFILING TOOLS Feed Limit Recommendations as a Function of Overhang and Depth of Cut Carbon and Alloy Steel Stainless Steel L Overhang (mm) L Overhang (mm) 300 300 250 250 L 200 200 150 150 4 6 8 10 ap (mm) 6 8 10 ap (mm) fz=0.30-0.40 fz=0.25-0.30 fz=0.20-0.25 fz=0.15 mm/tooth fz=0.12-0.20 fz=0.10-0.15 fz=0.07-0.12 mm/tooth Insert Selection Guide Insert Designation RCMT...FW RCMT...FW-T20 RCMT...FW-F20 RCCT...MO RCCW...MO RC...1206 Workpiece 0.15 12° 20° 12° 20° 20° 15° Positive rake face Positive rake face Positive rake face Positive rake face Flat top face with Geometry with T-Land sharp edge a T-Land Alloy steel VVV V V V VVV Mold steel VVV V V V VVV Grey cast iron VV VVV Stainless steel VVV(1) VVV(2) VVV Aluminum VVV VV High temp. alloys V VV VVV Hardened mold steel V V (45 HRc max) Applications Helical Shouldering Contour Ramping Plunging Profiling Pocket Interpolation Milling Down Milling (1) Recommended for martensitic stainless steel (2) Recommended for austenitic stainless steel V Least recommended VV Second option VVV Most recommended 254 ISCAR