Каталог Iscar вращающийся инструмент 2017 - страница 131
Навигация
 Каталог Iscar токарные пластины ISO 2022
Каталог Iscar токарные пластины ISO 2022 Каталог Iscar инструмент для фрезерования
Каталог Iscar инструмент для фрезерования Каталог Iscar решения для глубокого сверления
Каталог Iscar решения для глубокого сверления Каталог Iscar полирующие фрезы
Каталог Iscar полирующие фрезы Каталог Iscar новые продукты 2018
Каталог Iscar новые продукты 2018 Каталог Iscar концевые фрезы со сменными пластинами 2022
Каталог Iscar концевые фрезы со сменными пластинами 2022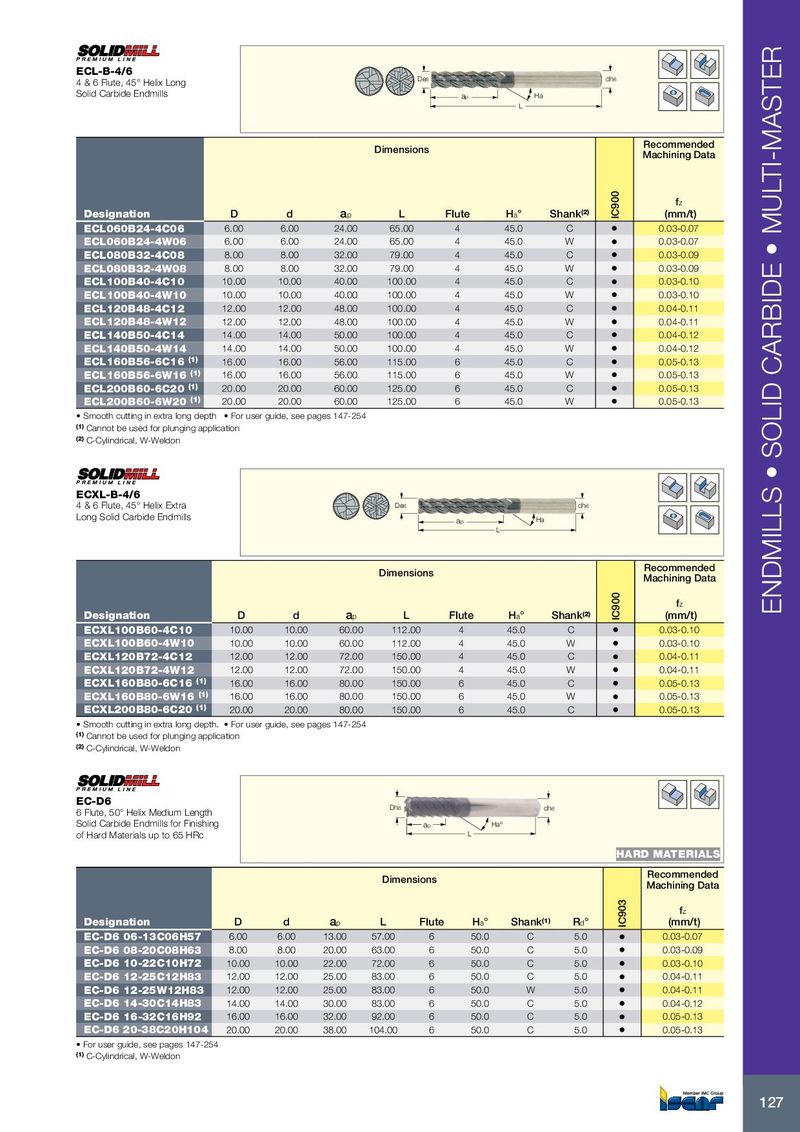
ECL-B-4/6 De8 dh6 4 & 6 Flute, 45° Helix Long Solid Carbide Endmills ap Ha L Recommended Dimensions Machining Data f z Designation D d a p L Flute H a ° Shank (2) IC900 (mm/t) ECL060B24-4C06 6.00 6.00 24.00 65.00 4 45.0 C • 0.03-0.07 ECL060B24-4W06 6.00 6.00 24.00 65.00 4 45.0 W • 0.03-0.07 ECL080B32-4C08 8.00 8.00 32.00 79.00 4 45.0 C • 0.03-0.09 ECL080B32-4W08 8.00 8.00 32.00 79.00 4 45.0 W • 0.03-0.09 ECL100B40-4C10 10.00 10.00 40.00 100.00 4 45.0 C • 0.03-0.10 ECL100B40-4W10 10.00 10.00 40.00 100.00 4 45.0 W • 0.03-0.10 ECL120B48-4C12 12.00 12.00 48.00 100.00 4 45.0 C • 0.04-0.11 ECL120B48-4W12 12.00 12.00 48.00 100.00 4 45.0 W • 0.04-0.11 ECL140B50-4C14 14.00 14.00 50.00 100.00 4 45.0 C • 0.04-0.12 ECL140B50-4W14 14.00 14.00 50.00 100.00 4 45.0 W • 0.04-0.12 ECL160B56-6C16 (1) 16.00 16.00 56.00 115.00 6 45.0 C • 0.05-0.13 ECL160B56-6W16 (1) 16.00 16.00 56.00 115.00 6 45.0 W • 0.05-0.13 ECL200B60-6C20 (1) 20.00 20.00 60.00 125.00 6 45.0 C • 0.05-0.13 ECL200B60-6W20 (1) 20.00 20.00 60.00 125.00 6 45.0 W • 0.05-0.13 • Smooth cutting in extra long depth • For user guide, see pages 147-254 (1) Cannot be used for plunging application (2) C-Cylindrical, W-Weldon ECXL-B-4/6 4 & 6 Flute, 45° Helix Extra De8 dh6 Long Solid Carbide Endmills ap Ha L Recommended Dimensions Machining Data f z ENDMILLS • SOLID CARBIDE • MULTI-MASTER Designation D d a p L Flute H a ° Shank (2) IC900 (mm/t) ECXL100B60-4C10 10.00 10.00 60.00 112.00 4 45.0 C • 0.03-0.10 ECXL100B60-4W10 10.00 10.00 60.00 112.00 4 45.0 W • 0.03-0.10 ECXL120B72-4C12 12.00 12.00 72.00 150.00 4 45.0 C • 0.04-0.11 ECXL120B72-4W12 12.00 12.00 72.00 150.00 4 45.0 W • 0.04-0.11 ECXL160B80-6C16 (1) 16.00 16.00 80.00 150.00 6 45.0 C • 0.05-0.13 ECXL160B80-6W16 (1) 16.00 16.00 80.00 150.00 6 45.0 W • 0.05-0.13 ECXL200B80-6C20 (1) 20.00 20.00 80.00 150.00 6 45.0 C • 0.05-0.13 • Smooth cutting in extra long depth. • For user guide, see pages 147-254 (1) Cannot be used for plunging application (2) C-Cylindrical, W-Weldon EC-D6 Dh6 dh6 6 Flute, 50° Helix Medium Length Solid Carbide Endmills for Finishing ap Haº of Hard Materials up to 65 HRc L HARD MATERIALS Recommended Dimensions Machining Data f z Designation D d a p L Flute H a ° Shank (1) R d ° IC903 (mm/t) EC-D6 06-13C06H57 6.00 6.00 13.00 57.00 6 50.0 C 5.0 • 0.03-0.07 EC-D6 08-20C08H63 8.00 8.00 20.00 63.00 6 50.0 C 5.0 • 0.03-0.09 EC-D6 10-22C10H72 10.00 10.00 22.00 72.00 6 50.0 C 5.0 • 0.03-0.10 EC-D6 12-25C12H83 12.00 12.00 25.00 83.00 6 50.0 C 5.0 • 0.04-0.11 EC-D6 12-25W12H83 12.00 12.00 25.00 83.00 6 50.0 W 5.0 • 0.04-0.11 EC-D6 14-30C14H83 14.00 14.00 30.00 83.00 6 50.0 C 5.0 • 0.04-0.12 EC-D6 16-32C16H92 16.00 16.00 32.00 92.00 6 50.0 C 5.0 • 0.05-0.13 EC-D6 20-38C20H104 20.00 20.00 38.00 104.00 6 50.0 C 5.0 • 0.05-0.13 • For user guide, see pages 147-254 (1) C-Cylindrical, W-Weldon 127