Каталог Iscar токарный инструмент 2017 - страница 550
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017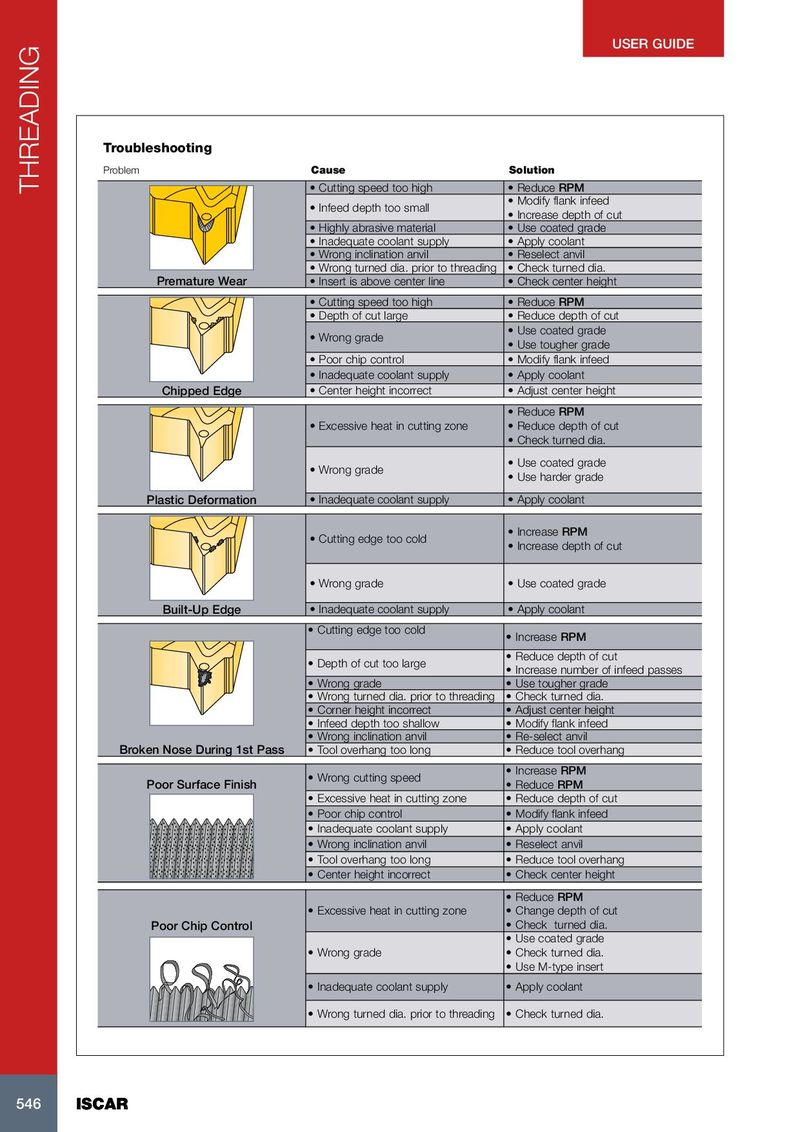
USER GUIDE Troubleshooting Problem Cause Solution THREADING • Cutting speed too high • Reduce RPM • Modify flank infeed • Infeed depth too small • Increase depth of cut • Highly abrasive material • Use coated grade • Inadequate coolant supply • Apply coolant • Wrong inclination anvil • Reselect anvil • Wrong turned dia. prior to threading • Check turned dia. Premature Wear • Insert is above center line • Check center height • Cutting speed too high • Reduce RPM • Depth of cut large • Reduce depth of cut • Use coated grade • Wrong grade • Use tougher grade • Poor chip control • Modify flank infeed • Inadequate coolant supply • Apply coolant Chipped Edge • Center height incorrect • Adjust center height • Reduce RPM • Excessive heat in cutting zone • Reduce depth of cut • Check turned dia. • Use coated grade • Wrong grade • Use harder grade Plastic Deformation • Inadequate coolant supply • Apply coolant • Increase RPM • Cutting edge too cold • Increase depth of cut • Wrong grade • Use coated grade Built-Up Edge • Inadequate coolant supply • Apply coolant • Cutting edge too cold • Increase RPM • Reduce depth of cut • Depth of cut too large • Increase number of infeed passes • Wrong grade • Use tougher grade • Wrong turned dia. prior to threading • Check turned dia. • Corner height incorrect • Adjust center height • Infeed depth too shallow • Modify flank infeed • Wrong inclination anvil • Re-select anvil Broken Nose During 1st Pass • Tool overhang too long • Reduce tool overhang • Increase RPM • Wrong cutting speed Poor Surface Finish • Reduce RPM • Excessive heat in cutting zone • Reduce depth of cut • Poor chip control • Modify flank infeed • Inadequate coolant supply • Apply coolant • Wrong inclination anvil • Reselect anvil • Tool overhang too long • Reduce tool overhang • Center height incorrect • Check center height • Reduce RPM • Excessive heat in cutting zone • Change depth of cut Poor Chip Control • Check turned dia. • Use coated grade • Wrong grade • Check turned dia. • Use M-type insert • Inadequate coolant supply • Apply coolant • Wrong turned dia. prior to threading • Check turned dia. 546 546 ISCAR ISCAR