Каталог Iscar токарный инструмент 2017 - страница 503
Навигация
 Каталог Iscar резьбонарезные фрезы
Каталог Iscar резьбонарезные фрезы Каталог Iscar инструмент для обработки алюминиевых колёс
Каталог Iscar инструмент для обработки алюминиевых колёс Каталог Iscar державки и пластины для нарезания резьбы 2022
Каталог Iscar державки и пластины для нарезания резьбы 2022 Каталог Iscar расточные системы 2022
Каталог Iscar расточные системы 2022 Каталог Iscar высокоточные развертки и метчики 2022
Каталог Iscar высокоточные развертки и метчики 2022 Каталог Iscar вращающийся инструмент 2017
Каталог Iscar вращающийся инструмент 2017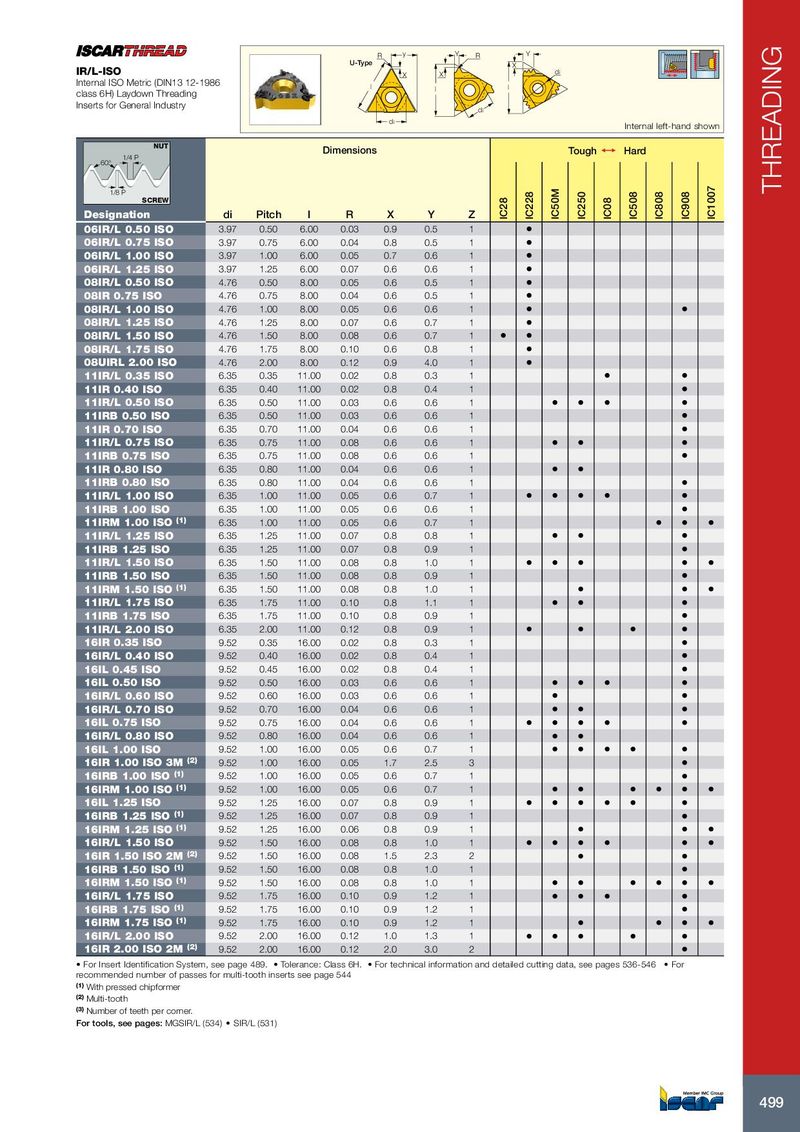
R y Y R Y U-Type X IR/L-ISO X X di Internal ISO Metric (DIN13 12-1986 l l l class 6H) Laydown Threading Inserts for General Industry di di Internal left-hand shown NUT Dimensions Tough 1 Hard 1/4 P 60° 1/8 P THREADING SCREW Designation di Pitch l R X Y Z IC28 IC228 IC50M IC250 IC08 IC508 IC808 IC908 IC1007 06IR/L 0.50 ISO 3.97 0.50 6.00 0.03 0.9 0.5 1 • 06IR/L 0.75 ISO 3.97 0.75 6.00 0.04 0.8 0.5 1 • 06IR/L 1.00 ISO 3.97 1.00 6.00 0.05 0.7 0.6 1 • 06IR/L 1.25 ISO 3.97 1.25 6.00 0.07 0.6 0.6 1 • 08IR/L 0.50 ISO 4.76 0.50 8.00 0.05 0.6 0.5 1 • 08IR 0.75 ISO 4.76 0.75 8.00 0.04 0.6 0.5 1 • 08IR/L 1.00 ISO 4.76 1.00 8.00 0.05 0.6 0.6 1 • • 08IR/L 1.25 ISO 4.76 1.25 8.00 0.07 0.6 0.7 1 • 08IR/L 1.50 ISO 4.76 1.50 8.00 0.08 0.6 0.7 1 • • 08IR/L 1.75 ISO 4.76 1.75 8.00 0.10 0.6 0.8 1 • 08UIRL 2.00 ISO 4.76 2.00 8.00 0.12 0.9 4.0 1 • 11IR/L 0.35 ISO 6.35 0.35 11.00 0.02 0.8 0.3 1 • • 11IR 0.40 ISO 6.35 0.40 11.00 0.02 0.8 0.4 1 • 11IR/L 0.50 ISO 6.35 0.50 11.00 0.03 0.6 0.6 1 • • • • 11IRB 0.50 ISO 6.35 0.50 11.00 0.03 0.6 0.6 1 • 11IR 0.70 ISO 6.35 0.70 11.00 0.04 0.6 0.6 1 • 11IR/L 0.75 ISO 6.35 0.75 11.00 0.08 0.6 0.6 1 • • • 11IRB 0.75 ISO 6.35 0.75 11.00 0.08 0.6 0.6 1 • 11IR 0.80 ISO 6.35 0.80 11.00 0.04 0.6 0.6 1 • • 11IRB 0.80 ISO 6.35 0.80 11.00 0.04 0.6 0.6 1 • 11IR/L 1.00 ISO 6.35 1.00 11.00 0.05 0.6 0.7 1 • • • • • 11IRB 1.00 ISO 6.35 1.00 11.00 0.05 0.6 0.6 1 • 11IRM 1.00 ISO (1) 6.35 1.00 11.00 0.05 0.6 0.7 1 • • • 11IR/L 1.25 ISO 6.35 1.25 11.00 0.07 0.8 0.8 1 • • • 11IRB 1.25 ISO 6.35 1.25 11.00 0.07 0.8 0.9 1 • 11IR/L 1.50 ISO 6.35 1.50 11.00 0.08 0.8 1.0 1 • • • • • 11IRB 1.50 ISO 6.35 1.50 11.00 0.08 0.8 0.9 1 • 11IRM 1.50 ISO (1) 6.35 1.50 11.00 0.08 0.8 1.0 1 • • • 11IR/L 1.75 ISO 6.35 1.75 11.00 0.10 0.8 1.1 1 • • • 11IRB 1.75 ISO 6.35 1.75 11.00 0.10 0.8 0.9 1 • 11IR/L 2.00 ISO 6.35 2.00 11.00 0.12 0.8 0.9 1 • • • • 16IR 0.35 ISO 9.52 0.35 16.00 0.02 0.8 0.3 1 • 16IR/L 0.40 ISO 9.52 0.40 16.00 0.02 0.8 0.4 1 • 16IL 0.45 ISO 9.52 0.45 16.00 0.02 0.8 0.4 1 • 16IL 0.50 ISO 9.52 0.50 16.00 0.03 0.6 0.6 1 • • • • 16IR/L 0.60 ISO 9.52 0.60 16.00 0.03 0.6 0.6 1 • • 16IR/L 0.70 ISO 9.52 0.70 16.00 0.04 0.6 0.6 1 • • • 16IL 0.75 ISO 9.52 0.75 16.00 0.04 0.6 0.6 1 • • • • • 16IR/L 0.80 ISO 9.52 0.80 16.00 0.04 0.6 0.6 1 • • 16IL 1.00 ISO 9.52 1.00 16.00 0.05 0.6 0.7 1 • • • • • 16IR 1.00 ISO 3M (2) 9.52 1.00 16.00 0.05 1.7 2.5 3 • 16IRB 1.00 ISO (1) 9.52 1.00 16.00 0.05 0.6 0.7 1 • 16IRM 1.00 ISO (1) 9.52 1.00 16.00 0.05 0.6 0.7 1 • • • • • • 16IL 1.25 ISO 9.52 1.25 16.00 0.07 0.8 0.9 1 • • • • • • 16IRB 1.25 ISO (1) 9.52 1.25 16.00 0.07 0.8 0.9 1 • 16IRM 1.25 ISO (1) 9.52 1.25 16.00 0.06 0.8 0.9 1 • • • 16IR/L 1.50 ISO 9.52 1.50 16.00 0.08 0.8 1.0 1 • • • • • • 16IR 1.50 ISO 2M (2) 9.52 1.50 16.00 0.08 1.5 2.3 2 • • 16IRB 1.50 ISO (1) 9.52 1.50 16.00 0.08 0.8 1.0 1 • 16IRM 1.50 ISO (1) 9.52 1.50 16.00 0.08 0.8 1.0 1 • • • • • • 16IR/L 1.75 ISO 9.52 1.75 16.00 0.10 0.9 1.2 1 • • • • 16IRB 1.75 ISO (1) 9.52 1.75 16.00 0.10 0.9 1.2 1 • 16IRM 1.75 ISO (1) 9.52 1.75 16.00 0.10 0.9 1.2 1 • • • • 16IR/L 2.00 ISO 9.52 2.00 16.00 0.12 1.0 1.3 1 • • • • • 16IR 2.00 ISO 2M (2) 9.52 2.00 16.00 0.12 2.0 3.0 2 • • For Insert Identification System, see page 489. • Tolerance: Class 6H. • For technical information and detailed cutting data, see pages 536-546 • For recommended number of passes for multi-tooth inserts see page 544 (1) With pressed chipformer (2) Multi-tooth (3) Number of teeth per corner. For tools, see pages: MGSIR/L (534) • SIR/L (531) 499